

Вибір правильного лотка для термічної обробки для ваших промислових операцій у 2026 році вимагає розуміння еволюції технологій матеріалів, точності виробництва та експлуатаційних вимог. Оскільки процеси термічної обробки стають усе більш складними, вибір лотка для термічної обробки безпосередньо впливає на якість продукції, енергоефективність та загальні витрати на виробництво. Сучасні установки термічної обробки вимагають лотків, які здатні витримувати екстремальні температури, зберігаючи при цьому розмірну стабільність та хімічну стійкість протягом тисяч циклів термічної обробки.

Ринок 2026 року пропонує безпрецедентний вибір транспортувальних решіток для термообробки, що зумовлено досягненнями у галузі високопродуктивних сплавів, керамічних композитів та точних технологій виробництва. Незалежно від того, чи обробляються вами аерокосмічні компоненти, автопромислові деталі чи спеціалізоване промислове обладнання, вибір решітки для термообробки має відповідати певним діапазонам температур, умовам атмосфери та вимогам до навантаження. У цьому комплексному посібнику розглядаються ключові фактори, що визначають оптимальний вибір решітки для термообробки, щоб допомогти вам прийняти зважені рішення, які підвищують як продуктивність, так і тривалу експлуатаційну ефективність.
Розуміння Подінка для термопоходження Требування до матеріалів
Стандарти експлуатаційних характеристик високотемпературних сплавів
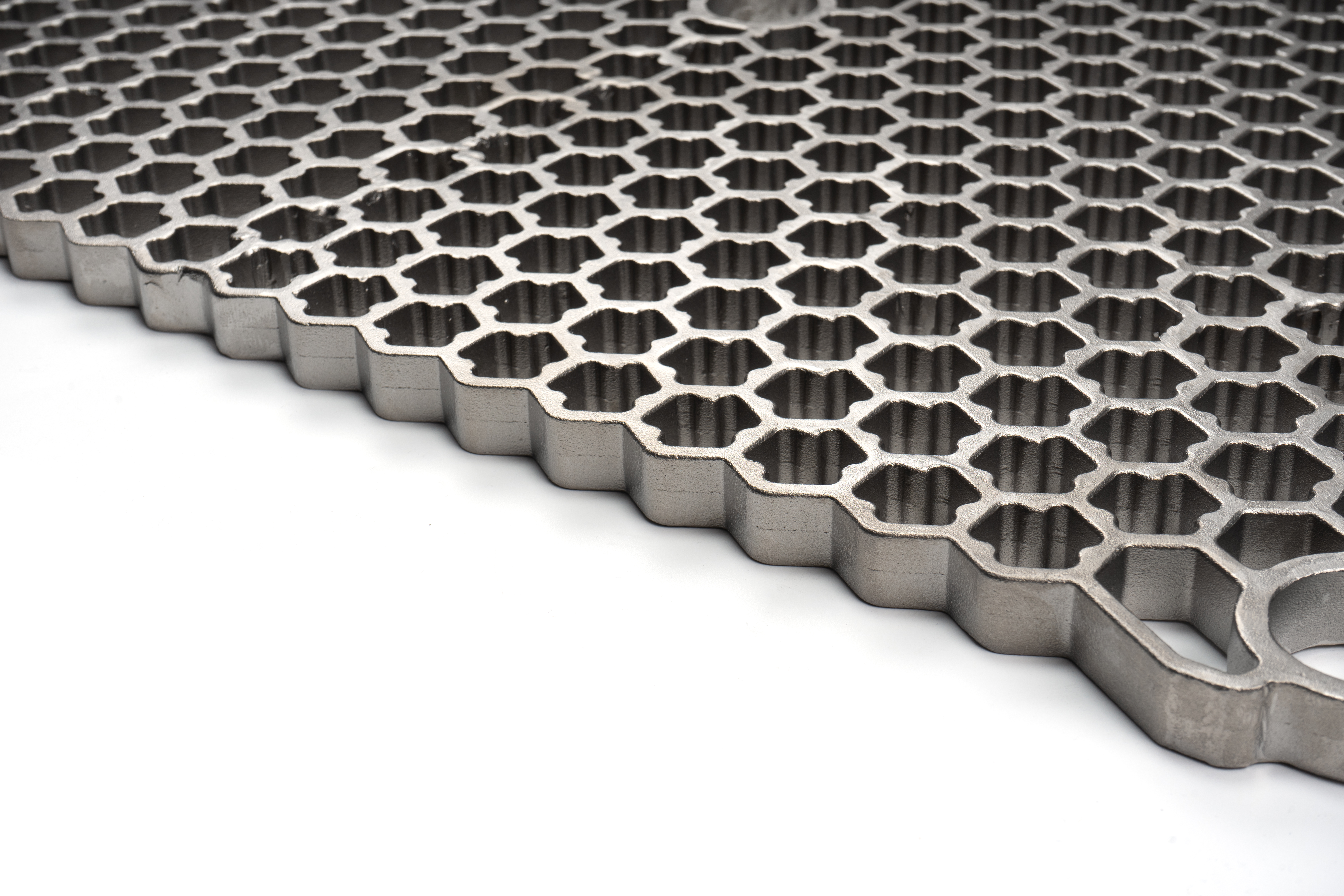
Основою будь-якого ефективного лотка для термічної обробки є його матеріальний склад та здатність зберігати структурну цілісність у надзвичайних теплових умовах. Нержавіючі сталі, такі як 310SS і 330SS, залишаються популярним вибором для лотків термічної обробки, оскільки забезпечують відмінну стійкість до окиснення та витривалість при термічному циклюванні до 2000 °F. Ці матеріали забезпечують необхідне співвідношення міцності до ваги, зберігаючи при цьому економічну ефективність у середовищах масового виробництва.
Сучасні суперсплави на основі нікелю є найвищим класом матеріалів для транспортувальних лотків у процесах термічної обробки й забезпечують виняткову продуктивність у найбільш вимогливих застосуваннях. Сплави Inconel 601 та Haynes 230 мають надзвичайну стійкість до карбонізації та теплового удару, що робить їх ідеальними для використання в лотках термічної обробки, де потрібні швидкі цикли нагрівання й охолодження. Ці матеріали мають вищу початкову вартість, але забезпечують тривалий термін експлуатації та зменшені вимоги до технічного обслуговування в складних експлуатаційних умовах.
Керамічні композити на матричній основі поступово стають реальними альтернативами для спеціалізованих застосувань лотків термічної обробки, де потрібна надзвичайно висока стійкість до температур. Ці матеріали чудово зарекомендували себе в середовищах із температурою понад 2200 °F, де металеві матеріали досягають своїх експлуатаційних меж. Проте при оцінці керамічних рішень для лотків термічної обробки в промислових застосуваннях необхідно особливо уважно враховувати коефіцієнти теплового розширення та стійкість до механічних ударів.
Хімічна сумісність та стійкість до атмосфери
Хімічне середовище всередині вашої пічі для термообробки значно впливає на вибір матеріалу для лотків термообробки. Відновлювальні атмосфери, що містять водень або оксид вуглецю, вимагають матеріалів із винятковою стійкістю до карбонізації та декарбонізації. Ваш лоток для термообробки має зберігати розмірну стабільність й одночасно чинити опір хімічній дії робочих атмосфер, які можуть порушити цілісність навантаження або забруднити оброблені компоненти.
Окиснювальні атмосфери створюють інші виклики при виборі лотків для термообробки й вимагають матеріалів із переважними властивостями утворення оксидної плівки. Ідеальний лоток для термообробки формує захисний оксидний шар, що запобігає подальшому руйнуванню матеріалу й одночасно зберігає достатні механічні властивості під навантаженням. Цей баланс стає критичним у застосуваннях із частими термічними циклами, оскільки відшарування оксидної плівки може призвести до передчасного виходу лотка з ладу.
Вимоги до нейтральної атмосфери обробки подінка для термопоходження матеріали, які проявляють мінімальне взаємодіяння з інертними газами й одночасно зберігають теплопровідність для рівномірного нагріву. У процесі вибору необхідно враховувати потенційні джерела забруднення від матеріалів лотків, що можуть вплинути на металургійні властивості оброблюваних компонентів, зокрема в авіакосмічних та медичних пристроях, де чистота матеріалу має першочергове значення.
Розмірний дизайн та розрахунок вантажопідйомності
Керування термічним розширенням
Правильне управління термічним розширенням є критичним аспектом проектування лотків для термообробки, що безпосередньо впливає на надійність експлуатації та якість компонентів. Коефіцієнт термічного розширення матеріалу вашого лотка для термообробки має відповідати як обмеженням печі, так і термічною поведінкою оброблюваних компонентів. Невідповідність швидкостей розширення може призвести до короблення, заклинювання або катастрофічного руйнування під час високотемпературних операцій.
Конструктивні особливості, такі як компенсаційні шви, гнучкі опори та стратегічно розташовані вирізи, сприяють компенсації теплового розширення й одночасно зберігають структурну цілісність. Ваша підставка для термообробки повинна включати ці елементи з урахуванням максимальної робочої температури та габаритних обмежень вашої печі. Правильне керування тепловим розширенням збільшує термін служби підставки й зменшує ризик пошкодження як самої підставки, так і оброблюваних деталей.
Зв’язок між розмірами підставки для термообробки та тепловим розширенням стає все важливішим у масштабних операціях, оскільки навіть незначні зміни розмірів можуть накопичуватися й призводити до серйозних проблем із зазорами. Інженерні розрахунки мають враховувати як лінійне, так і об’ємне розширення, щоб забезпечити стабільну роботу протягом усього діапазону робочих температур вашого процесу термообробки.
Структурна цілісність та розподіл навантаження
Розрахунки вантажопідйомності для застосування лотків у процесах термічної обробки мають враховувати як масу оброблюваних компонентів, так і теплове навантаження, що виникає під час роботи при високих температурах. Конструктивне виконання лотка має забезпечувати рівномірне розподілення навантажень по його поверхні, зберігаючи при цьому достатні коефіцієнти запасу міцності для динамічних навантажень, що виникають під час завантаження та розвантаження печі.
Стратегії підсилення конструкції лотків для термічної обробки включають цільове розташування підсилювальних ребер, жорсткість кромок та оптимізацію розподілу товщини матеріалу. Ці конструктивні елементи мають забезпечувати баланс між структурною міцністю та тепловою інерційністю, оскільки надмірна товщина матеріалу може призводити до неоднорідного нагріву та подовження тривалості циклу. Оптимальна конструкція лотка для термічної обробки забезпечує максимальну структурну ефективність при мінімальному впливі на теплові характеристики.
Стійкість до втоми стає критично важливою для застосування лотків для термічної обробки, що передбачають багаторазове циклювання температур. Конструкція має враховувати концентрацію напружень у з’єднаннях, кутах та опорних точках, де теплове розширення й стискання створюють повторювані цикли навантаження. Адекватне врахування цих деталей під час процесу вибору сприяє забезпеченню тривалої експлуатаційної надійності й зменшує неочікувані потреби в технічному обслуговуванні.
Якість виробництва та стандарти точності
Методи виготовлення та якість зварювання
Якість виробництва вашого лотка для термічної обробки безпосередньо впливає на його експлуатаційні характеристики, термін служби та надійність у високотемпературних застосуваннях. Процедури зварювання повинні відповідати чинним нормативним документам і стандартам, а також забезпечувати повне проплавлення й мінімальне утворення зони термічного впливу. Зварювання в середовищі інертного газу (TIG) зазвичай забезпечує найчистіші результати при виготовленні лотків для термічної обробки, оскільки дозволяє точно контролювати внесений тепловий потік і мінімізує ризик забруднення.
Післязварювальна термічна обробка стає обов’язковою для певних матеріалів лотків для термічної обробки, щоб зняти залишкові напруження та відновити оптимальні металургійні властивості. Цей процес необхідно точно контролювати, щоб уникнути розмірної деформації й одночасно досягти бажаного зняття напружень. Виробнича потужність повинна продемонструвати доведені можливості роботи з високотемпературними сплавами та забезпечення розмірної точності протягом усього виробничого процесу.
Вимоги до якості поверхні для лотків термічної обробки варіюються залежно від конкретного середовища процесу та стандартів чистоти. Гладкі поверхні мінімізують накопичення забруднень і полегшують очищення між виробничими циклами. Однак надмірна шорсткість поверхні може створювати точки концентрації напружень, що погіршує втомну міцність; тому правильна підготовка поверхні є критичним аспектом контролю якості лотків для термічної обробки.
Точність розмірів та контроль допусків
Точне виробництво забезпечує правильну посадку вашого лотка для термічної обробки в межах печі та оптимальні зазори для теплового розширення. Допуски на розміри мають враховувати як варіації в процесі виготовлення, так і характеристики теплового росту вибраних матеріалів. Контроль жорстких допусків стає особливо важливим у системах автоматизованої обробки, де для правильного функціонування необхідне стабільне позиціонування.
Процедури забезпечення якості мають включати повну розмірну інспекцію за допомогою координатно-вимірювальних машин або лазерних сканувальних систем. Ці методи перевірки гарантують, що кожен лоток для термічної обробки відповідає встановленим вимогам до його поставки. Дані інспекції також надають базові вимірювання для відстеження змін розмірів протягом строку експлуатації лотка.
Специфікації щодо плоскості та прямолінійності поверхонь лотків для термообробки впливають як на якість компонентів, так і на ефективність роботи пічі. Деформовані або спотворені лотки можуть призводити до неоднорідних режимів нагріву, що погіршує процес термообробки. У виробничих процесах мають бути передбачені операції зняття внутрішніх напружень та остаточного вирівнювання, щоб досягти й забезпечити необхідну геометричну точність у всьому діапазоні робочих температур.
Експлуатаційна продуктивність та вимоги до технічного обслуговування
Стратегії оптимізації терміну служби
Максимізація терміну служби лотків для термообробки вимагає розуміння основних режимів відмови та застосування профілактичних заходів. Окислення, термічна втома та механічне зношування є найпоширенішими причинами заміни лотків для термообробки. Регулярні перевірки дозволяють вчасно виявити перші ознаки погіршення стану до настання катастрофічної відмови, що дає змогу планувати заходи з технічного обслуговування та заміни.
Експлуатаційні процедури значно впливають на термін служби транспортувальних решіток для термообробки. Поступові цикли нагрівання та охолодження зменшують теплове ударне навантаження, а правильні методи завантаження запобігають механічним пошкодженням через удар або перевантаження. Навчання операторів правильним методам обробки подовжує термін служби решіток і зменшує частоту передчасних замін, що призводить до зростання експлуатаційних витрат.
Екологічні фактори в атмосфері пічі впливають на швидкість деградації решіток для термообробки. Контроль рівня кисню, вмісту вологи та джерел забруднення сприяє мінімізації хімічного впливу на матеріали решіток. У процесі вибору решіток для термообробки слід враховувати конкретні атмосферні умови та їх тривалий вплив на експлуатаційні характеристики матеріалу та його розмірну стабільність.
Протоколи технічного обслуговування та індикатори заміни
Встановлення чітких протоколів технічного обслуговування для огляду та оцінки лотків для термообробки забезпечує стабільну роботу й запобігає неочікуваним відмовам. Візуальні методи огляду дозволяють виявити поверхневе окислення, тріщини та зміни розмірів, що свідчать про наближення кінця терміну експлуатації. Такі огляди слід проводити через регулярні інтервали залежно від кількості робочих циклів та історії теплового навантаження.
Протоколи вимірювання розмірів дозволяють відстежувати поступові зміни геометрії лотків для термообробки, які можуть впливати на ефективність процесу. Значне короблення або провисання свідчить про структурне погіршення, що компрометує здатність лотка витримувати навантаження та забезпечувати рівномірний нагрів. Встановлення базових значень вимірювань та меж допусків допомагає визначити момент, коли заміна лотка стає необхідною для збереження якості процесу.
Документування історії експлуатації тарілки для термообробки надає цінні дані для оптимізації графіків заміни та оцінки рішень щодо вибору матеріалів. Ведення обліку наробітку в годинах, термічних циклів та технічного обслуговування допомагає встановити реалістичні очікування строку служби та виявити можливості покращення експлуатаційних характеристик при подальшому виборі тарілок.
Часті запитання
Який діапазон температур слід враховувати під час вибору тарілки для термообробки?
Вимоги до температури транспортувального лотка для термічної обробки залежать від конкретних застосувань у вашому процесі термічної обробки, але більшість промислових операцій вимагають лотків, здатних витримувати температури в діапазоні від 1800 °F до 2100 °F. Для стандартних процесів термічної обробки сталі лоток для термічної обробки з номінальною температурою 2000 °F забезпечує достатній запас міцності для більшості застосувань. У випадку високотемпературних процесів, таких як обробка суперсплавів або спікання кераміки, може знадобитися спеціалізований лоток для термічної обробки з матеріалів, здатних працювати при температурах 2200 °F і вище, з урахуванням відповідного вибору матеріалу та конструктивних особливостей.
Як визначити відповідну вантажопідйомність для мого лотка для термічної обробки?
Розрахунок вантажопідйомності вашого лотка для термообробки має враховувати як масу оброблюваних деталей, так і зниження міцності матеріалів при підвищених температурах. Почніть із розрахунку загальної маси деталей разом із будь-якими кріпленнями або опорними конструкціями, а потім застосуйте коефіцієнт запасу міцності щонайменше 2,0, щоб врахувати вплив термічних напружень. Конструкція лотка для термообробки повинна рівномірно розподіляти навантаження по опорних точках та зберігати структурну цілісність протягом усього діапазону робочих температур вашого процесу.
Який графік технічного обслуговування слід дотримуватися для лотків для термообробки?
Комплексний графік технічного обслуговування вашого лотка для термічної обробки повинен передбачати візуальний огляд після кожних 100 циклів нагрівання або щомісяця — залежно від того, що настане раніше. Звертайте увагу на ознаки деформації, тріщин, надмірного окиснення або змін розмірів, які можуть вплинути на експлуатаційні характеристики. Проводьте вимірювання розмірів раз на квартал за допомогою прецизійного вимірювального обладнання, щоб відстежувати поступові зміни геометрії. Фіксуйте всі результати огляду та нароблені години роботи, щоб встановити закономірності терміну служби й оптимізувати час заміни лотків для конкретних застосувань у процесах термічної обробки.
Чи можна використовувати один і той самий лоток для термічної обробки в різних типах теплових процесів?
Використання одного тигля для термічної обробки в кількох теплових процесах є можливим, але вимагає ретельної оцінки чинників сумісності. Матеріал тигля має бути придатним для всіх запланованих робочих температур, атмосферних умов та хімічних середовищ. Загроза перехресного забруднення може обмежувати використання одного й того самого тигля для термічної обробки різних сплавних систем або застосувань, де критично важлива чистота. Варто враховувати вплив термічних циклів та потенційні металургійні зміни, які можуть виникнути при переході між різними параметрами процесу, оскільки ці чинники впливають як на експлуатаційні характеристики тигля, так і на якість оброблюваних деталей.
Зміст
- Розуміння Подінка для термопоходження Требування до матеріалів
- Розмірний дизайн та розрахунок вантажопідйомності
- Якість виробництва та стандарти точності
- Експлуатаційна продуктивність та вимоги до технічного обслуговування
-
Часті запитання
- Який діапазон температур слід враховувати під час вибору тарілки для термообробки?
- Як визначити відповідну вантажопідйомність для мого лотка для термічної обробки?
- Який графік технічного обслуговування слід дотримуватися для лотків для термообробки?
- Чи можна використовувати один і той самий лоток для термічної обробки в різних типах теплових процесів?