

Выбор подходящего поддона для термообработки для ваших промышленных операций в 2026 году требует понимания меняющегося ландшафта технологий материалов, точности производства и эксплуатационных требований. По мере того как тепловая обработка становится всё более сложной, выбор поддона для термообработки напрямую влияет на качество продукции, энергоэффективность и общие производственные затраты. Современные предприятия по термообработке требуют поддонов, способных выдерживать экстремальные температуры, сохраняя при этом размерную стабильность и химическую стойкость в течение тысяч циклов термообработки.

Рынок 2026 года предлагает беспрецедентный выбор лотков для термообработки благодаря достижениям в области высокопрочных сплавов, керамических композитов и технологий прецизионного производства. Независимо от того, обрабатываете ли вы аэрокосмические компоненты, автомобильные детали или специализированное промышленное оборудование, выбор лотка для термообработки должен соответствовать конкретным температурным диапазонам, условиям атмосферы и требованиям к нагрузке. В этом подробном руководстве рассматриваются ключевые факторы, определяющие оптимальный выбор лотков для термообработки, что помогает принимать обоснованные решения, повышающие как производительность, так и долгосрочный операционный успех.
Понимание Поддон для термической обработки Требования к материалам
Нормативы производительности высокотемпературных сплавов
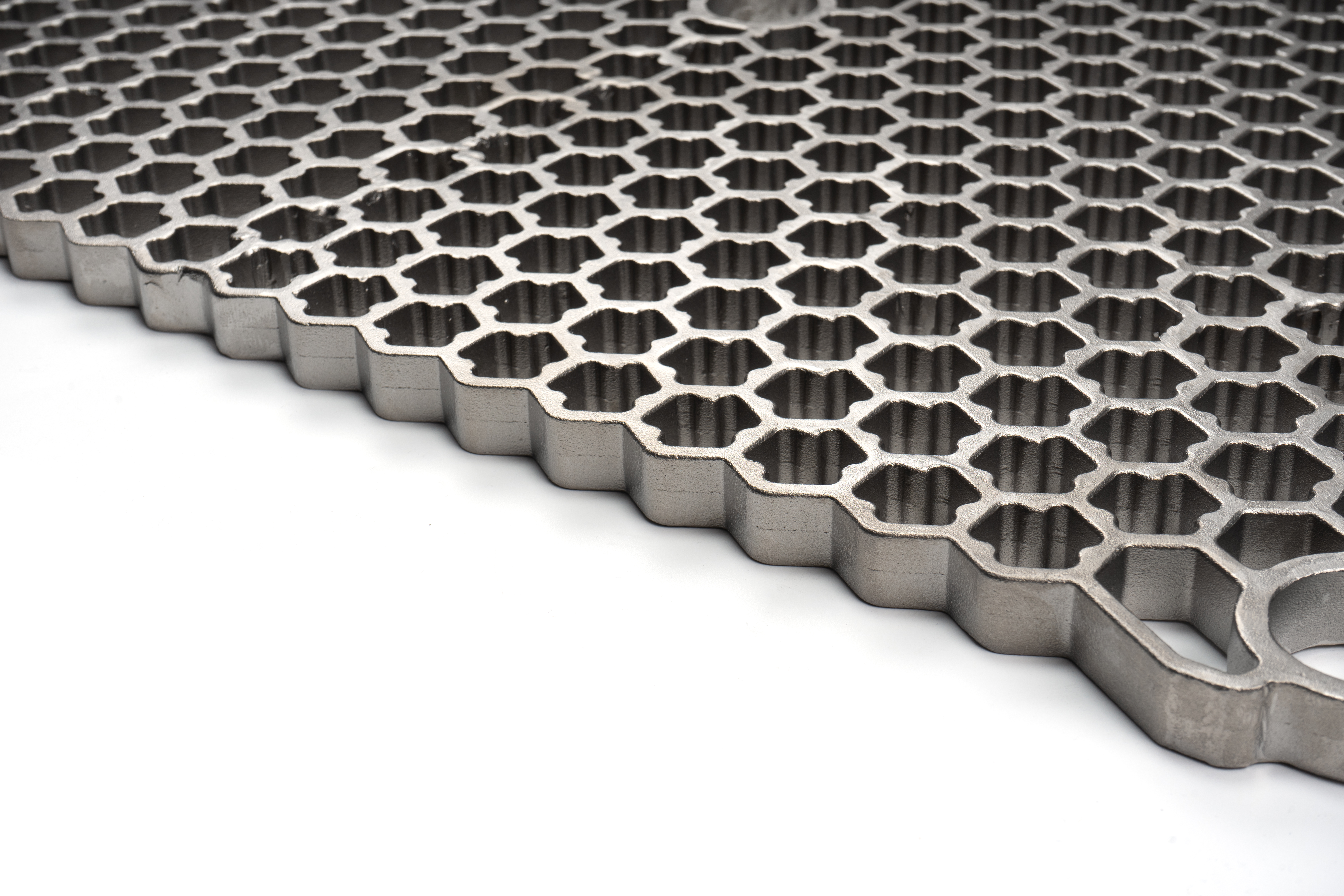
Основой любой эффективной подставки для термообработки является её состав материала и способность сохранять структурную целостность в экстремальных температурных условиях. Нержавеющие стали марок 310SS и 330SS по-прежнему являются популярным выбором для подставок, применяемых при термообработке, поскольку они обладают превосходной стойкостью к окислению и выдерживают многократные циклы нагрева–охлаждения при температурах до 2000 °F. Эти материалы обеспечивают необходимое соотношение прочности и массы, сохраняя при этом экономическую целесообразность в условиях крупносерийного производства.
Передовые никелевые суперсплавы представляют собой премиальный класс материалов для поддонов термообработки и обеспечивают превосходные эксплуатационные характеристики в самых требовательных областях применения. Сплавы Inconel 601 и Haynes 230 обладают исключительной стойкостью к карбюризации и термоудару, что делает их идеальными для поддонов термообработки, используемых в циклах быстрого нагрева и охлаждения. Эти материалы имеют более высокую первоначальную стоимость, однако обеспечивают увеличенный срок службы и снижают потребность в техническом обслуживании в сложных эксплуатационных условиях.
Керамические композиты на матричной основе всё чаще рассматриваются в качестве жизнеспособной альтернативы для специализированных применений поддонов термообработки, требующих сверхвысокой термостойкости. Эти материалы демонстрируют превосходные характеристики в средах с температурой выше 1200 °C (2200 °F), где металлические аналоги достигают своих предельных эксплуатационных возможностей. Однако при оценке керамических решений для поддонов термообработки в промышленных применениях остаётся критически важным тщательно учитывать коэффициенты теплового расширения и стойкость к механическим ударным нагрузкам.
Химическая совместимость и стойкость к атмосфере
Химическая среда внутри вашей печи термической обработки существенно влияет на выбор материала для поддона термической обработки. Восстановительные атмосферы, содержащие водород или оксид углерода, требуют материалов с исключительной стойкостью к карбюризации и декарбюризации. Ваш поддон термической обработки должен сохранять размерную стабильность и одновременно противостоять химическому воздействию технологических атмосфер, которое может нарушить целостность загрузки или привести к загрязнению обрабатываемых деталей.
Окислительные атмосферы создают иные задачи при выборе поддона термической обработки и требуют материалов с превосходными свойствами образования оксидной окалины. Идеальный поддон термической обработки образует защитный оксидный слой, предотвращающий дальнейшую деградацию материала и сохраняющий достаточные механические свойства под нагрузкой. Такой баланс становится критически важным в применениях с частыми циклами термического нагружения, поскольку отслаивание оксидной окалины может привести к преждевременному выходу поддона из строя.
Требования к нейтральной атмосфере обработки поддон для термической обработки материалы, которые проявляют минимальное взаимодействие с инертными газами и при этом сохраняют теплопроводность для обеспечения равномерного нагрева. При выборе материалов необходимо учитывать потенциальные источники загрязнения со стороны поддонов, которые могут повлиять на металлургические свойства обрабатываемых компонентов, особенно в аэрокосмической промышленности и производстве медицинских изделий, где чистота материала имеет первостепенное значение.
Рассмотрение конструктивных размеров и грузоподъёмности
Управление термическим расширением
Правильное управление термическим расширением представляет собой критически важный аспект проектирования поддонов для термообработки, напрямую влияющий на эксплуатационную надёжность и качество компонентов. Коэффициент термического расширения материала поддона для термообработки должен соответствовать как ограничениям печи, так и термическому поведению обрабатываемых компонентов. Несоответствие коэффициентов расширения может привести к короблению, заклиниванию или катастрофическому отказу в ходе высокотемпературных операций.
Конструктивные особенности, такие как компенсационные швы, гибкие опоры и стратегически расположенные вырезы, позволяют компенсировать тепловое расширение, сохраняя при этом структурную целостность. Ваша подставка для термообработки должна включать эти элементы с учётом максимальной рабочей температуры и габаритных ограничений вашей печной системы. Правильное управление тепловым расширением увеличивает срок службы подставки и снижает риск повреждения как самой подставки, так и обрабатываемых деталей.
Взаимосвязь между габаритами подставки для термообработки и её тепловым расширением приобретает всё большее значение в крупномасштабных операциях, поскольку даже незначительные изменения размеров могут накапливаться и приводить к серьёзным проблемам с зазорами. Инженерные расчёты должны учитывать как линейное, так и объёмное расширение, чтобы обеспечить стабильную работу на всём диапазоне рабочих температур вашего процесса термообработки.
Структурная целостность и распределение нагрузки
Расчеты грузоподъемности для поддонов, используемых в процессах термообработки, должны учитывать как массу обрабатываемых компонентов, так и термические напряжения, возникающие при высокотемпературных операциях. Конструкция поддона должна обеспечивать равномерное распределение нагрузок по всей его поверхности и одновременно поддерживать достаточные коэффициенты запаса прочности для динамических нагрузок, возникающих при загрузке и выгрузке печи.
Методы усиления конструкции поддонов для термообработки включают стратегическое размещение ребер жесткости, укрепление кромок и оптимизацию распределения толщины материала. Эти конструктивные элементы должны обеспечивать баланс между прочностными характеристиками и тепловой инерцией: чрезмерная толщина материала может привести к неравномерному нагреву и увеличению продолжительности цикла. Оптимальная конструкция поддона для термообработки обеспечивает максимальную конструктивную эффективность при минимальном влиянии на тепловые характеристики.
Сопротивление усталости становится критически важным для применений лотков для термообработки, связанных с многократным циклированием температур. Конструкция должна учитывать концентрации напряжений в местах соединений, углов и опорных точек, где тепловое расширение и сжатие вызывают повторяющиеся циклы нагрузки. Надлежащее внимание этим деталям на этапе выбора способствует обеспечению долгосрочной надёжности эксплуатации и снижает вероятность непредвиденных технических обслуживаний.
Качество изготовления и нормы точности
Методы изготовления и качество сварных швов
Качество изготовления лотка для термообработки напрямую влияет на его эксплуатационные характеристики, срок службы и надёжность при работе при высоких температурах. Сварочные процессы должны соответствовать действующим нормативным документам и стандартам, обеспечивая полное проплавление и минимальное образование зоны термического влияния. Сварка вольфрамовым электродом в среде инертного газа (TIG) обычно обеспечивает наиболее чистые результаты при изготовлении лотков для термообработки, позволяя точно контролировать ввод тепла и минимизировать риск загрязнения.
Послесварочная термообработка становится обязательной для определенных материалов лотков для термообработки, чтобы снять остаточные напряжения и восстановить оптимальные металлургические свойства. Этот процесс должен тщательно контролироваться во избежание геометрических искажений при одновременном достижении требуемого снятия напряжений. Производственное предприятие должно продемонстрировать подтверждённые возможности в работе с жаропрочными сплавами и обеспечении соблюдения геометрических допусков на всех этапах производства.
Требования к шероховатости поверхности для лотков термообработки варьируются в зависимости от конкретной среды процесса и стандартов чистоты. Гладкие поверхности минимизируют накопление загрязнений и облегчают очистку между производственными циклами. Однако чрезмерная шероховатость поверхности может создавать концентрации напряжений, снижающие усталостную прочность, поэтому правильная подготовка поверхности является критически важным аспектом контроля качества лотков для термообработки.
Геометрическая точность и контроль допусков
Точное производство гарантирует, что ваша лоток для термообработки правильно устанавливается в пределах габаритов печи и обеспечивает оптимальные зазоры для компенсации теплового расширения. Допуски по размерам должны учитывать как производственные отклонения, так и характеристики теплового роста выбранных материалов. Контроль допусков с высокой точностью особенно важен для автоматизированных систем перемещения, где требуется стабильное позиционирование для корректной работы.
Процедуры обеспечения качества должны включать всестороннюю размерную проверку с использованием координатно-измерительных машин или лазерных сканирующих систем. Эти методы верификации обеспечивают соответствие каждого лотка для термообработки установленным требованиям до его поставки. Данные измерений также служат базовыми значениями для отслеживания изменений размеров в течение всего срока службы лотка.
Спецификации плоскостности и прямолинейности поверхностей поддонов для термообработки влияют как на качество компонентов, так и на эффективность печи. Искривлённые или деформированные поддоны могут вызывать неравномерный нагрев, что нарушает процесс термообработки. В производственные процессы необходимо включать операции снятия остаточных напряжений и окончательную правку для достижения и сохранения требуемой геометрической точности в пределах всего рабочего температурного диапазона.
Эксплуатационные характеристики и требования к техническому обслуживанию
Стратегии оптимизации срока службы
Максимизация срока службы поддонов для термообработки требует понимания основных механизмов отказа и применения профилактических мер. Окисление, термическая усталость и механический износ являются наиболее распространёнными причинами замены поддонов для термообработки. Регулярные осмотры позволяют выявить ранние признаки деградации до наступления катастрофического отказа, что даёт возможность запланировать мероприятия по техническому обслуживанию и замене.
Эксплуатационные процедуры существенно влияют на срок службы поддонов для термообработки. Постепенные циклы нагрева и охлаждения снижают термические нагрузки, связанные с тепловым ударом, а правильные методы загрузки предотвращают механические повреждения, вызванные ударами или перегрузкой. Обучение операторов правильным методам обращения увеличивает срок службы поддонов и снижает частоту преждевременных замен, что позволяет сократить эксплуатационные расходы.
Экологические факторы в атмосфере печи влияют на скорость деградации поддонов для термообработки. Контроль уровня кислорода, содержания влаги и источников загрязнения помогает минимизировать химическое воздействие на материалы поддонов. При выборе поддонов для термообработки необходимо учитывать конкретные атмосферные условия и их долгосрочное влияние на эксплуатационные характеристики материала и стабильность геометрических размеров.
Протоколы технического обслуживания и индикаторы замены
Внедрение чётких протоколов технического обслуживания для осмотра и оценки лотков для термообработки обеспечивает стабильность их эксплуатационных характеристик и предотвращает неожиданные отказы. Визуальные методы осмотра позволяют выявить поверхностное окисление, трещины и изменения геометрических размеров, свидетельствующие о приближении к концу срока службы. Такие осмотры должны проводиться через регулярные интервалы в зависимости от количества рабочих циклов и истории термического воздействия.
Протоколы измерения геометрических размеров позволяют отслеживать постепенные изменения формы лотка для термообработки, которые могут повлиять на эффективность процесса. Значительное коробление или провисание указывают на структурную деградацию, снижающую способность лотка выдерживать нагрузку и обеспечивающую равномерность нагрева. Установление базовых значений измерений и допустимых пределов отклонений помогает определить момент, когда замена лотка становится необходимой для поддержания качества процесса.
Документирование истории эксплуатации лотков для термообработки предоставляет ценные данные для оптимизации графиков их замены и оценки решений, принятых при выборе материалов. Отслеживание наработки в часах, количества тепловых циклов и выполненных мероприятий по техническому обслуживанию помогает установить реалистичные ожидания срока службы и выявить возможности повышения эксплуатационных характеристик при выборе лотков в будущем.
Часто задаваемые вопросы
В каком температурном диапазоне следует выбирать лоток для термообработки?
Температурные требования к поддону для термообработки зависят от конкретных применений в области термической обработки, однако большинство промышленных операций требуют поддонов, способных выдерживать температуры в диапазоне от 1800 °F до 2100 °F. Для стандартных процессов термообработки стали поддон для термообработки с номинальной температурой 2000 °F обеспечивает достаточный запас прочности для большинства применений. В случаях высокотемпературной обработки, например при обработке сверхсплавов или спекании керамики, могут потребоваться специализированные материалы для поддонов термообработки, способные функционировать при температурах 2200 °F и выше при соответствующем выборе материала и учёте конструктивных особенностей.
Как определить подходящую грузоподъёмность для моего поддона для термообработки?
Расчет грузоподъемности вашей подставки для термообработки должен учитывать как вес обрабатываемых деталей, так и снижение прочности материалов при повышенных температурах. Начните с расчета общего веса деталей плюс любые приспособления или опорные конструкции, затем примените коэффициент запаса прочности не менее 2,0 для учета эффектов термических напряжений. Конструкция подставки для термообработки должна равномерно распределять нагрузку по точкам опоры, сохраняя при этом структурную целостность в течение всего диапазона рабочих температур вашего процесса.
Какой график технического обслуживания следует соблюдать для подставок для термообработки?
Комплексный график технического обслуживания вашей лотковой подставки для термообработки должен включать визуальный осмотр после каждых 100 термических циклов или ежемесячно — в зависимости от того, что наступит раньше. Обратите внимание на признаки деформации, трещин, чрезмерного окисления или изменений геометрических размеров, которые могут повлиять на эксплуатационные характеристики. Проводите измерения геометрических размеров раз в квартал с использованием прецизионного измерительного оборудования, чтобы отслеживать постепенные изменения формы. Фиксируйте все результаты осмотров и наработку в часах работы, чтобы выявить закономерности срока службы и оптимизировать момент замены лотковой подставки для конкретных применений в процессах термообработки.
Можно ли использовать одну и ту же лотковую подставку для термообработки при различных видах тепловой обработки?
Использование одного поддона для термообработки в нескольких тепловых процессах возможно, однако требует тщательной оценки факторов совместимости. Материал поддона должен быть пригоден для всех запланированных рабочих температур, атмосферных условий и химических сред. Риски перекрестного загрязнения могут ограничить применение одного и того же поддона для термообработки при обработке различных сплавных систем или в технологических операциях, критичных с точки зрения чистоты. Следует учитывать влияние термоциклирования и возможные металлургические изменения, которые могут возникнуть при переходе между различными параметрами процесса, поскольку эти факторы оказывают влияние как на эксплуатационные характеристики поддона, так и на качество обрабатываемых компонентов.
Содержание
- Понимание Поддон для термической обработки Требования к материалам
- Рассмотрение конструктивных размеров и грузоподъёмности
- Качество изготовления и нормы точности
- Эксплуатационные характеристики и требования к техническому обслуживанию
-
Часто задаваемые вопросы
- В каком температурном диапазоне следует выбирать лоток для термообработки?
- Как определить подходящую грузоподъёмность для моего поддона для термообработки?
- Какой график технического обслуживания следует соблюдать для подставок для термообработки?
- Можно ли использовать одну и ту же лотковую подставку для термообработки при различных видах тепловой обработки?