

Porozumění přesnosti a univerzálnosti lití do keramických forem
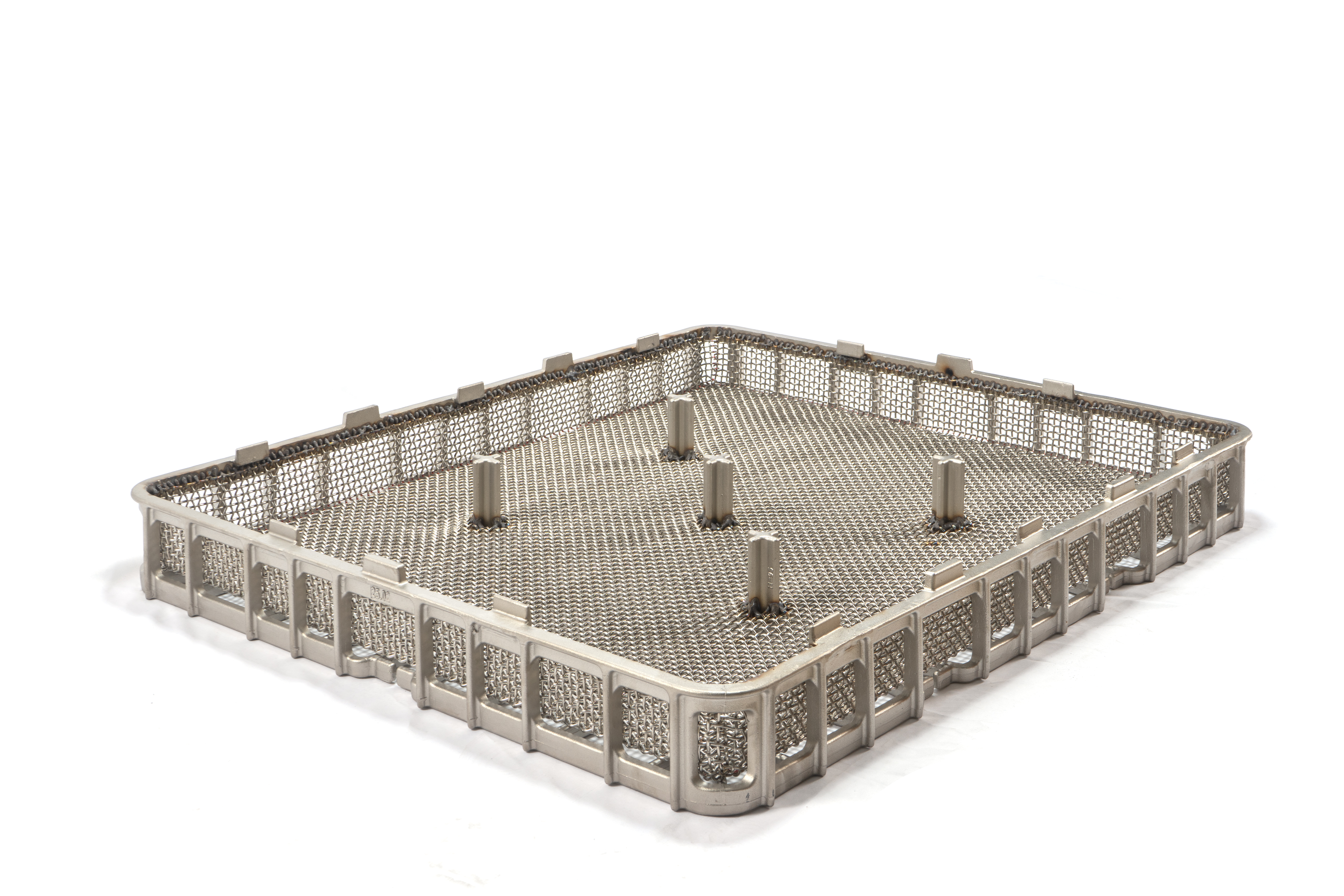
Svět průmyslové výroby se výrazně vyvíjel, a služby ztraceného vosku se staly základním kamenem výroby přesných komponentů. Tento sofistikovaný proces, známý také jako lití do keramických forem, nabízí vynikající přesnost a univerzálnost napříč mnoha odvětvími. Od součástek pro letecký průmysl až po složité lékařské přístroje umožňují služby ztraceného vosku výrobcům vyrábět komplexní kovové díly splňující nejnáročnější specifikace.
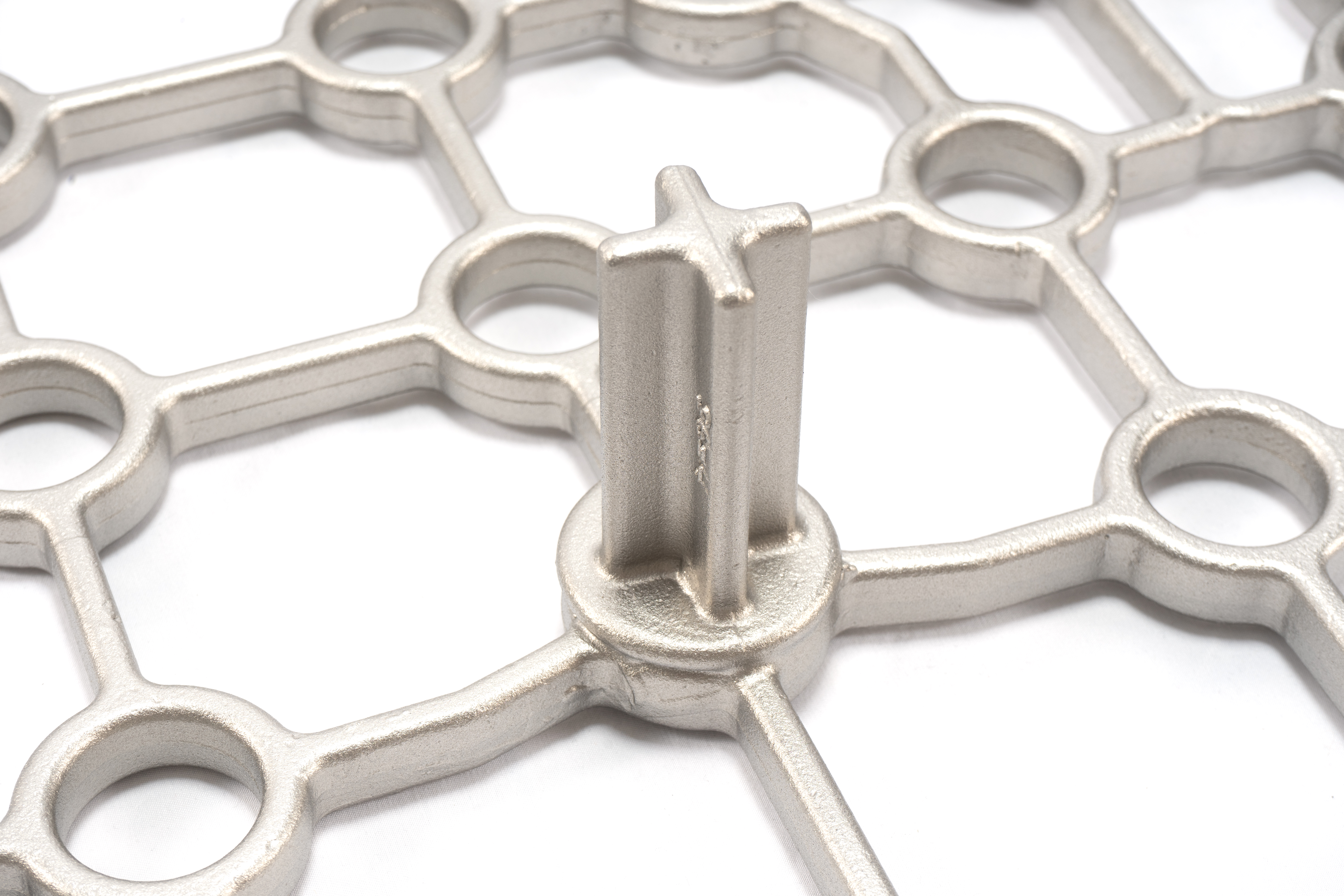
Proces přesného lití revolučně změnil přístup výrobců k tvorbě detailních kovových dílů. Využitím vosk vzoru, který je pečlivě potažen keramickým materiálem, mohou služby lití metodou ztraceného vosku dosahovat tolerancí a povrchových úprav, které převyšují tradiční výrobní metody. Tato starověká technika, zdokonalená pro moderní průmyslové aplikace, i nadále dokazuje svou cenu v dnešní náročné výrobní oblasti.
Výrobní proces lití podle voskového modelu
Vytvoření a sestavení modelu
Cesta začíná vytvořením přesného voskového modelu, který odráží požadovaný konečný produkt. Odborné služby lití podle voskového modelu používají pokročilé modelovací techniky, aby zajistily, že každý model splňuje přesné specifikace. Tyto modely jsou následně sestaveny do stromové struktury zvané litína, která bude nakonec sloužit jako dráha pro roztavený kov.
Kontrola kvality v této fázi je zásadní, protože jakékoli nedokonalosti voskového modelu se projeví i ve výsledném odlitku. Moderní zařízení využívají technologie počítačového navrhování a 3D tisku k vytváření dokonalých voskových modelů, čímž zajišťují konzistenci při velkých sériích výroby.
Lití do keramické formy a vyhřívání
Sestavené voskové modely procházejí pečlivým procesem povlakování, při kterém jsou nanášeny vrstvy keramické suspenze. Každá vrstva musí být dokonale nanesena a usušena před aplikací další vrstvy, čímž vznikne pevný plášť odolný vysokým teplotám a tlaku. Přední poskytovatelé lití metodou ztraceného vosku udržují v této fázi přísnou kontrolu prostředí, aby zajistili optimální tvorbu pláště.
Jakmile keramický plášť dosáhne požadované tloušťky, přechází do fáze vyhřívání. V tomto kritickém kroku je vosk roztaven a odstraněn, čímž vznikne dokonalý negativní prostor uvnitř keramického pláště. Tento proces vyžaduje přesnou kontrolu teploty, aby nedošlo k praskání pláště a bylo zajištěno úplné odstranění vosku.
Výběr materiálu a aplikace
Možnosti a vlastnosti kovů
Jednou z největších výhod služeb lití do vosku je široká škála kovů a slitin, které lze odlít. Od nerezové oceli a hliníku až po exotické slitiny, jako je titan a inconel, proces umožňuje téměř jakýkoli kov, který lze roztavit. Každý materiál nabízí jedinečné vlastnosti vhodné pro konkrétní aplikace, a zkušené odlárny mohou klientům pomoci vybrat optimální kov pro jejich požadavky.
Volba materiálu výrazně ovlivňuje nejen výkon finálního produktu, ale i samotný proces lití. Odborné služby lití do vosku při určování optimálních parametrů lití pro každou slitinu berou v úvahu faktory, jako je tekutost kovu, smrštění a tepelné vlastnosti.
Aplikace specifické pro daný průmyslový obor
Univerzálnost služeb výroby metodou ztraceného vosku činí tuto technologii neocenitelnou ve mnoha odvětvích. Ve leteckém průmyslu se tato metoda používá k výrobě lopatek turbín a konstrukčních dílů, které musí splňovat přísné požadavky na bezpečnost a výkon. Výrobci lékařských přístrojů spoléhají na přesné odlévání pro výrobu implantátů a chirurgických nástrojů, u nichž je vyžadován vynikající povrch a biokompatibilita.
Automobilový průmysl využívá služby výroby metodou ztraceného vosku jak pro výkonnostní, tak i estetické komponenty, zatímco energetický sektor je závislý na této metodě pro výrobu odolných částí čerpadel a těles ventilů. Každá aplikace vyžaduje specifickou odbornost a opatření kontroly kvality, aby byly zajištěny optimální výsledky.
Zajištění kvality a certifikace
Metody kontrol
Profesionální služby odlévání ve vysokotavné formě používají více kontrolních metod k ověření kvality produktu. Nedestruktivní zkušební metody, jako je rentgenová analýza a fluorescenční kapilární zkouška, pomáhají identifikovat vnitřní nebo povrchové vady. Ověření rozměrů pomocí souřadnicových měřicích strojů zajistí, že každá součást splňuje stanovené tolerance.
Pokročilá zařízení vedou podrobnou dokumentaci svých kontrolních procesů a poskytují zákazníkům komplexní kvalitativní zprávy. Tato úroveň transparentnosti napomáhá budování důvěry a zajišťuje konzistenci během jednotlivých výrobních sérií.
Průmyslové normy a certifikace
Přední poskytovatelé služeb odlévání ve vysokotavné formě drží různé certifikace v oboru, které demonstrují jejich angažovanost ke kvalitě. Mezi ně mohou patřit ISO 9001:2015, AS9100 pro letecké aplikace a certifikace specifické pro daný průmyslový odvětví. Pravidelné audity a aktualizace zajišťují dodržování stále se vyvíjejících norem.
Tyto certifikace jsou cennými ukazateli při výběru odlívacího partnera, protože potvrzují schopnost slévárny splňovat specifické požadavky průmyslu a udržovat konzistentní standardy kvality.
Výběr vhodného odlívacího partnera
Posouzení technických schopností
Při hodnocení služeb ztrátového množení je nezbytné důkladně posoudit jejich technické možnosti. To zahrnuje kontrolu kapacity jejich zařízení, odbornosti v oblasti materiálů a schopnosti zpracovávat konkrétní geometrie dílů. Správný partner by měl prokázat zkušenosti s podobnými projekty a poskytnout podrobné informace o svých výrobních kapacitách.
Zvažte faktory, jako je maximální velikost dílu, typické dosažené tolerance a možnosti úpravy povrchu. Kvalifikovaný dodavatel by měl také nabízet pomoc při návrhu a navrhovat úpravy, které by mohly zlepšit odlitelnost nebo snížit náklady.
Aspekty spolupráce
Kromě technických schopností závisí úspěšné spolupráce při službách výroby metodou cire perdue na efektivní komunikaci a řízení projektů. Hledejte dodavatele, kteří nabízejí vyhrazenou technickou podporu, transparentní cenovou politiku a spolehlivé dodací termíny. Schopnost škálovat výrobu a přizpůsobit se měnícím požadavkům je rovněž klíčová pro dlouhodobý úspěch.
Zvažte umístění slévárny, dodací lhůty a schopnost zvládnout naléhavé objednávky, pokud je to nezbytné. Silná spolupráce by měla zahrnovat pravidelné revize výkonu a iniciativy pro neustálé zlepšování.
Nejčastější dotazy
Jaké jsou typické dodací lhůty pro služby výroby metodou cire perdue?
Dodací lhůty obvykle činí 4 až 8 týdnů pro nové projekty, v závislosti na složitosti a množství. U stávajících výrobků s již existujícími formami lze výrobu často provést během 2 až 4 týdnů. Rychlé služby mohou být k dispozici pro naléhavé požadavky, avšak to obvykle souvisí s dodatečnými náklady.
Jak se metoda cire perdue porovnává s jinými výrobními postupy?
Lití vytavitelnou formou často vyjde levněji než obrábění u složitých geometrií a nabízí lepší povrchovou úpravu než přesné lití v pískových formách. Umožňuje výrobu jemných detailů a vnitřních prvků, které by bylo obtížné nebo nemožné dosáhnout jinými metodami, a zároveň zachovává úzké tolerance a vynikající opakovatelnost.
Jaké minimální a maximální rozměry lze vyrábět metodou lití vytavitelnou formou?
Většina služeb lití vytavitelnou formou zvládne díly od několika gramů až po několik set kilogramů. Typické minimální tloušťky stěn jsou kolem 0,5 mm, zatímco maximální rozměry závisí na kapacitě vybavení slévárny. Pro konkrétní omezení rozměrů je nejlepší se poradit s vybraným dodavatelem.