

فهم الدقة وتنوع الصب بالاستثمار
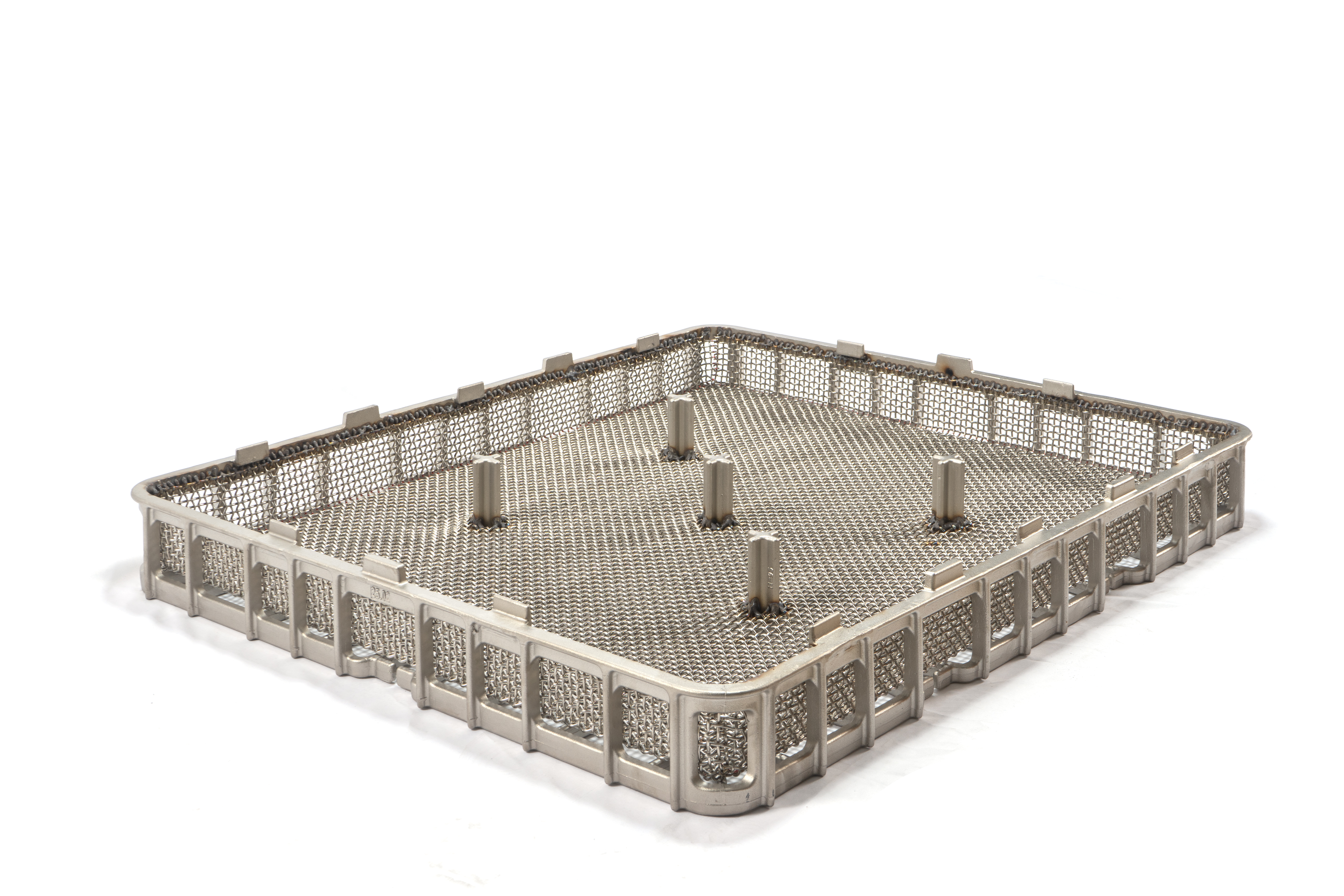
لقد تطور عالم التصنيع الصناعي بشكل كبير، حيث برزت خدمات الصب بالشمع المفقود كركيزة أساسية في إنتاج المكونات الدقيقة. هذه العملية المتطورة، والمعروفة أيضًا باسم الصب بالاستثمار، توفر دقة واستخدامات متعددة عبر العديد من الصناعات. من مكونات الطيران إلى الأجهزة الطبية المعقدة، تتيح خدمات الصب بالشمع المفقود للمصنّعين القدرة على إنتاج أجزاء معدنية معقدة تلبي أعلى المواصفات طلبًا.
لقد ثوّر عملية الصب بالاستثمار الطريقة التي يتبعها المصنعون في إنشاء مكونات معدنية مفصلة. من خلال استخدام نموذج يتم طلاؤه بعناية بمواد سيراميكية، يمكن لخدمات الصب بالشمع المفقود تحقيق تحملات وتشطيبات سطحية تفوق الطرق التقليدية في التصنيع. شمع هذه التقنية القديمة، التي تم تحسينها للتطبيقات الصناعية الحديثة، ما زالت تثبت جدارتها في بيئة التصنيع الصعبة اليوم.
العملية التصنيعية وراء الصب بالشمع المفقود
إنشاء النموذج وتجميعه
تبدأ الرحلة بإنشاء نموذج شمعي دقيق يعكس المنتج النهائي المرغوب. وتستخدم خدمات الصب بالشمع المفقود المحترفة تقنيات نمذجة متقدمة لضمان توافق كل نموذج مع المواصفات الدقيقة المطلوبة. ثم يتم تجميع هذه النماذج على هيكل يشبه الشجرة يُسمى الساق، والذي سيشكل في النهاية المسار الذي يسلكه المعدن المنصهر.
يُعد التحكم في الجودة في هذه المرحلة أمرًا بالغ الأهمية، لأن أي عيب في نموذج الشمع سينعكس على الصب النهائي. وتستخدم المرافق الحديثة تقنيات التصميم بمساعدة الحاسوب والطباعة ثلاثية الأبعاد لإنشاء نماذج شمعية مثالية، مما يضمن الاتساق عبر الإنتاج الضخم.
الاستثمار والتحريق
تخضع النماذج الشمعية المجمعة لعملية طلاء دقيقة يتم فيها تطبيق طبقات من الملاط الخزفي. يجب تطبيق كل طبقة بدقة وتجفيفها تمامًا قبل تطبيق الطبقة التالية، لتكوين غلاف قوي يمكنه تحمل درجات الحرارة العالية والضغط. وتحافظ خدمات الصب بالشمع المفقود الرائدة على ضوابط بيئية صارمة خلال هذه المرحلة لضمان تكوين الغلاف الأمثل.
بمجرد أن يصل الغلاف الخزفي إلى السُمك المطلوب، يدخل مرحلة التحريق. وفي هذه المرحلة الحاسمة، يتم إذابة الشمع بعيدًا، تاركًا فراغًا سلبيًا مثاليًا داخل الغلاف الخزفي. وتتطلب هذه العملية تحكمًا دقيقًا في درجة الحرارة لمنع تشقق الغلاف وضمان إزالة كاملة للشمع.
اختيار المواد والتطبيقات
خيارات المعادن والخصائص
واحدة من أكبر مزايا خدمات الصب بالشمع المفقود هي التنوع الواسع للمعادن والسبيكة التي يمكن صبها. بدءًا من الفولاذ المقاوم للصدأ والألومنيوم ووصولًا إلى سبائك نادرة مثل التيتانيوم والإنكونيل، فإن هذه العملية تستوعب عمليًا أي معدن يمكن صبه. ويقدّم كل مادة خصائص فريدة مناسبة لتطبيقات محددة، ويمكن لمسبكات ذات خبرة أن توجه العملاء في اختيار المعدن الأمثل وفقًا لمتطلباتهم.
إن اختيار المادة يؤثر بشكل كبير ليس فقط على أداء المنتج النهائي، بل أيضًا على عملية الصب نفسها. وتُراعي خدمات الصب الاحترافية بالشمع المفقود عوامل مثل سيولة المعدن ومعدلات الانكماش والخصائص الحرارية عند تحديد معايير الصب المثلى لكل سبيكة.
تطبيقات مخصصة للصناعة
تجعل مرونة خدمات الصب بالشمع المفقود هذه الخدمات لا تقدر بثمن عبر العديد من الصناعات. في مجال الطيران والفضاء، يُستخدم هذا العملية لإنتاج شفرات التوربينات والمكونات الهيكلية التي يجب أن تستوفي متطلبات صارمة تتعلق بالسلامة والأداء. وتعتمد شركات تصنيع الأجهزة الطبية على الصب بالاستثمار لإنتاج الغرسات والأدوات الجراحية التي تتطلب تشطيباً سطحياً استثنائياً وتوافقاً حيوياً عالياً.
تستفيد صناعة السيارات من خدمات الصب بالشمع المفقود لكل من المكونات الأداء والمكونات الجمالية، في حين تعتمد قطاع الطاقة على هذه العملية لتصنيع مكونات المضخات المتينة وأجسام الصمامات. وتتطلب كل تطبيق خبرة محددة وتدابير تحكم في الجودة لضمان نتائج مثلى.
ضمان الجودة والشهادة
طرق الفحص
تُستخدم خدمات الصب بالشمع المفقود الاحترافية تقنيات تفتيش متعددة للتحقق من جودة المنتج. وتساعد طرق الفحص غير التدميرية مثل تحليل الأشعة السينية وفحص الاختراق الفلوري في تحديد أي عيوب داخلية أو سطحية. ويضمن التحقق من الأبعاد باستخدام آلات قياس الإحداثيات أن كل جزء يستوفي التحملات المحددة.
تحتفظ المرافق المتقدمة بتوثيق مفصل لعمليات الفحص الخاصة بها، وتوفّر للعملاء تقارير جودة شاملة. ويساعد هذا المستوى من الشفافية في بناء الثقة ويضمن الاتساق عبر دفعات الإنتاج.
معايير الصناعة وشهاداتها
يحافظ مقدمو خدمات الصب بالشمع المفقود الرائدون على شهادات صناعية مختلفة تدل على التزامهم بالجودة. وتشمل هذه الشهادات ISO 9001:2015 وAS9100 للتطبيقات الجوية والفضائية، بالإضافة إلى شهادات محددة حسب القطاع. وتكفل عمليات التدقيق المنتظمة والتحديثات الامتثال المستمر للمعايير المتغيرة.
تُعد هذه الشهادات مؤشرات قيّمة عند اختيار شريك للصهر، حيث تؤكد قدرة الصهرية على تلبية متطلبات صناعية محددة والحفاظ على معايير جودة ثابتة.
اختيار الشريك المناسب للصهر
تقييم القدرات التقنية
عند تقييم خدمات الصب بالشمع المفقود، من الضروري تقييم قدراتهم التقنية بشكل شامل. ويشمل ذلك فحص سعة معداتهم، وخبرتهم في المواد، وقدرتهم على التعامل مع هندسات أجزاء محددة. يجب أن يُظهر الشريك المناسب خبرة في مشاريع مشابهة ويقدم معلومات مفصلة عن إمكانياته التصنيعية.
اعتِم العوامل مثل الحجم الأقصى للجزء، والتسامحات النموذجية التي يتم تحقيقها، وقدرات التشطيب السطحي. كما ينبغي أن يقدم المزود المؤهل مساعدة في التصميم ويقترح تعديلات قد تحسّن القابلية للصب أو تقلل التكاليف.
اعتبارات الشراكة
إلى جانب القدرات التقنية، تعتمد الشراكات الناجحة في خدمات الصب بالشمع المفقود على التواصل الفعّال وإدارة المشاريع. ابحث عن مزوّدي الخدمة الذين يقدمون دعماً تقنياً مخصصاً، وأسعاراً شفافة، وجدولاً موثوقاً للتسليم. كما أن القدرة على التوسيع في الإنتاج والتكيف مع المتطلبات المتغيرة أمرٌ بالغ الأهمية للنجاح الطويل الأمد.
فكّر في موقع المصهر، والأوقات اللازمة للإنتاج، وقدرته على التعامل مع الطلبات العاجلة عند الحاجة. ينبغي أن تتضمن الشراكة القوية إجراء مراجعات منتظمة للأداء ومبادرات تحسين مستمر.
الأسئلة الشائعة
ما هي الفترات الزمنية النموذجية لخدمات الصب بالشمع المفقود؟
تتراوح الفترات الزمنية عادةً بين 4 إلى 8 أسابيع للمشاريع الجديدة، وذلك حسب التعقيد والكمية. يمكن غالباً إنتاج المنتجات المنشأة سابقاً والتي تستخدم أدوات موجودة مسبقاً خلال 2 إلى 4 أسابيع. قد تكون الخدمات العاجلة متاحة للطلبات العاجلة، رغم أن ذلك عادةً ما يستتبع تكاليف إضافية.
كيف يقارن الصب بالشمع المفقود بطرق التصنيع الأخرى؟
غالبًا ما يثبت الصب بالشمع المفقود أنه أكثر فعالية من حيث التكلفة مقارنةً بالتشغيل الآلي للهندسات المعقدة، ويُقدِّم تشطيبًا سطحيًا أفضل من الصب بالرمل. ويجعل من الممكن إنتاج تفاصيل معقدة وسمات داخلية يصعب أو يستحيل تحقيقها باستخدام طرق أخرى، مع الحفاظ على تحملات ضيقة وتكرارية ممتازة.
ما الأحجام الدنيا والقصوى التي يمكن إنتاجها باستخدام الصب بالشمع المفقود؟
يمكن لمعظم خدمات الصب بالشمع المفقود التعامل مع أجزاء تتراوح كتلتها من بضعة غرامات إلى مئات الجنيهات. عادةً ما تكون السماكات الدنيا النموذجية حوالي 0.5 مم، في حين تعتمد الأبعاد القصوى على سعة معدات الفرن. من الأفضل استشارة مزوّد الخدمة المختار للحصول على حدود الأحجام المحددة.