

Begrip van die Presisie en Veelsydigheid van Beleggingsgietwerk
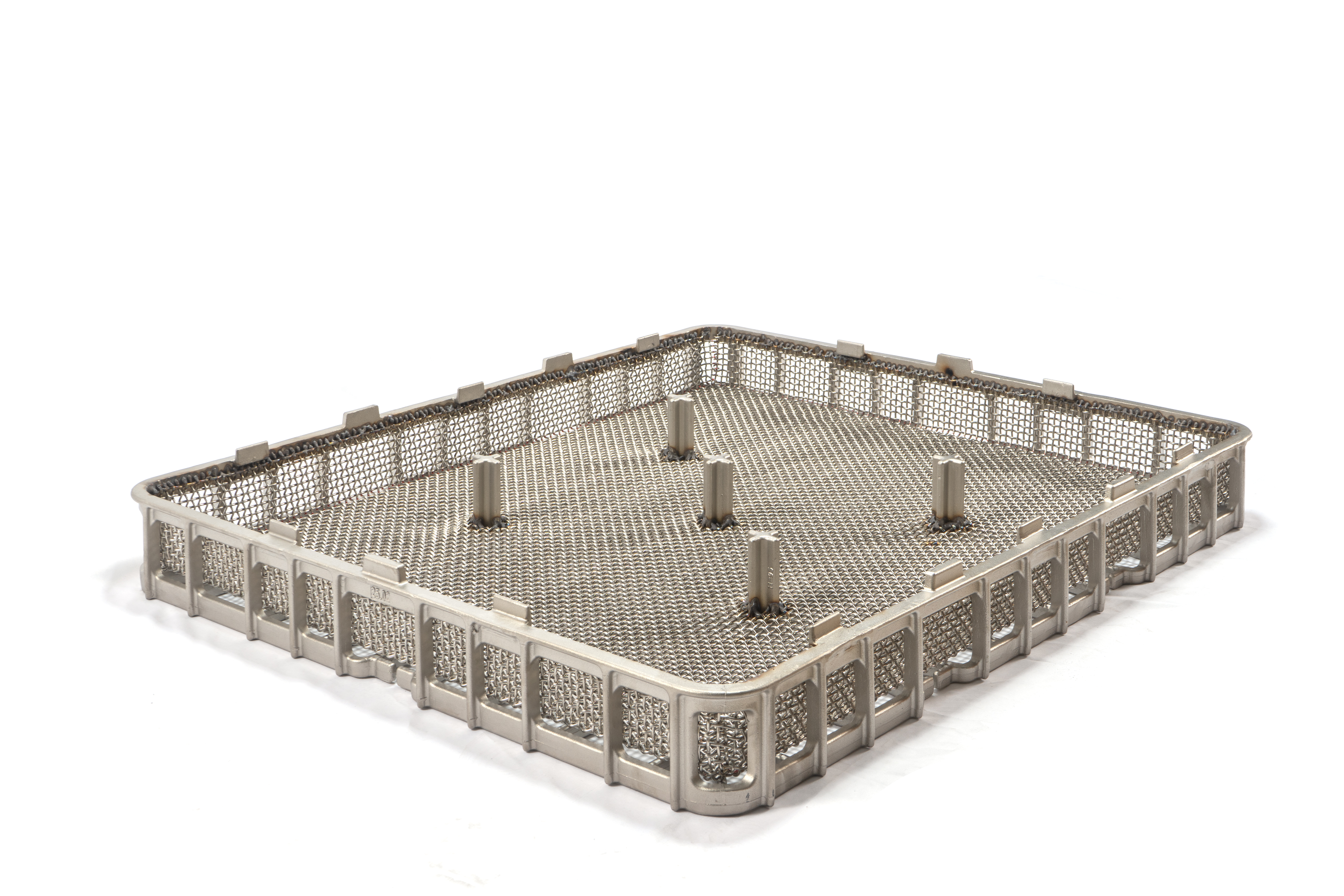
Die wêreld van industriële vervaardiging het aansienlik ontwikkel, met verlore was gietdienste wat uitkom as 'n hoeksteen van presisie komponentproduksie. Hierdie gesofistikeerde proses, ook bekend as beleggingsgietwerk, lewer uitstekende akkuraatheid en veelsydigheid oor verskeie nywerhede. Van lugvaartkomponente tot ingewikkelde mediese toestelle, verskaf verlore was gietdienste vervaardigers met die vermoë om komplekse metaaldele te produseer wat voldoen aan die mees veeleisende spesifikasies.
Die beeldstaalgietproses het radikaal verander hoe vervaardigers die skep van gedetailleerde metaalkomponente benader. Deur 'n was patroon wat noukeurig met keramiese materiaal bedek is te gebruik, kan verlore-was-gietdienste maatvoeringstoleransies en oppervlakafwerking bereik wat tradisionele vervaardigingsmetodes oortref. Hierdie antieke tegniek, wat verfyn is vir moderne industriële toepassings, bewys steeds sy waarde in die hedendaagse, veeleisende vervaardigingslandskap.
Die Vervaardigingsproses Agter Verlore-Was-Gietsel
Patroonskepping en Monteer
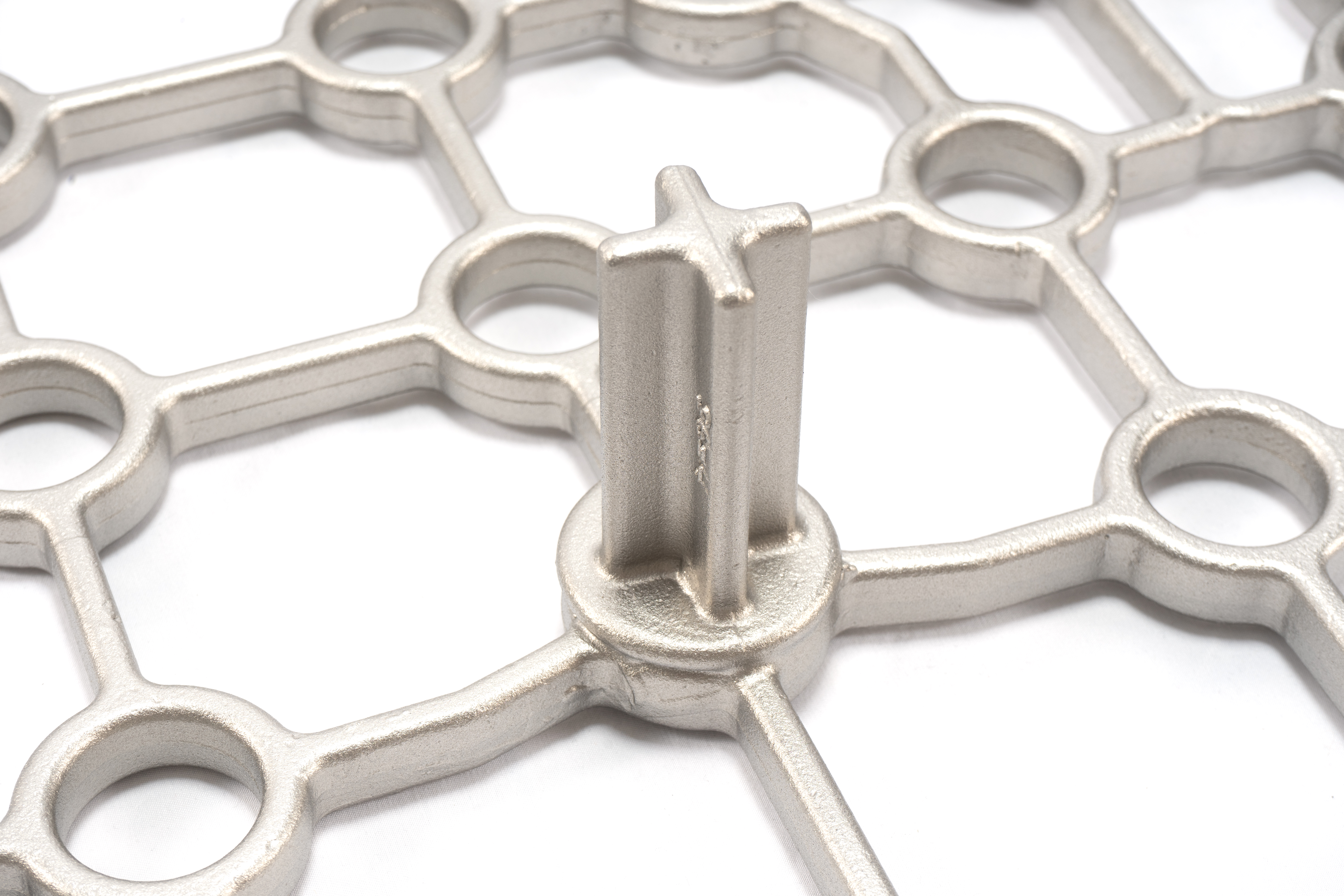
Die reis begin met die skep van 'n presiese waspatroon wat die gewenste finale produk weerspieël. Professionele verlore-was-gietdienste gebruik gevorderde modelleringsmetodes om seker te maak dat elke patroon aan presiese spesifikasies voldoen. Hierdie patrone word dan op 'n boomagtige struktuur, genaamd 'n lood, gemonteer, wat uiteindelik as die pad vir gesmelte metaal sal dien.
Kwaliteitsbeheer op hierdie stadium is kruisies, aangesien enige onvolmaaktheid in die waspatroon weerspieël sal word in die finale gietstuk. Moderne fasiliteite maak gebruik van rekenaargestuurde ontwerp en 3D-druk tegnologie om perfekte waspatrone te skep, wat sodoende konsekwentheid verseker oor groot produksielope heen.
Inlegging en Uitbranding
Die saamgevoegde waspatrone ondergaan 'n noukeurige bedekkingsproses waarin lae keramiese slym aangebring word. Elke laag moet perfek aangebring en gedroog word voor die volgende aanwending, wat 'n robuuste skulp vorm wat hoë temperature en druk kan weerstaan. Toonaangewende verlore-was-gietdienste handhaaf streng omgewingsbeheer tydens hierdie fase om optimale skulpvorming te verseker.
Sodra die keramiese skulp die vereiste dikte bereik het, tree dit die uitbrandingsfase binne. Tydens hierdie kritieke stadium word die was uitgesmelt, wat 'n perfekte negatiewe ruimte binne-in die keramiese skulp agterlaat. Hierdie proses vereis presiese temperatuurbeheer om skulpbreek te voorkom en volledige wasverwydering te verseker.
Materiaalkeuse en Toepassings
Metaalopsies en Eienskappe
Een van die grootste voordele van verlore-wasgietservicestande is die wye verskeidenheid metale en legerings wat gegiet kan word. Van roesvrye staal en aluminium tot eksotiese legerings soos titaan en inconel, kan die proses feitlik enige metaal hanteer wat gesmelt kan word. Elke materiaal bied unieke eienskappe wat geskik is vir spesifieke toepassings, en ervare gieterye kan kliënte begelei om die optimale metaal vir hul behoeftes te kies.
Die keuse van materiaal het 'n beduidende impak op nie net die finale produk se prestasie nie, maar ook op die gieterproses self. Professionele verlore-wasgietservicestande oorweeg faktore soos metaalvloeibaarheid, krimpkense en termiese eienskappe wanneer die optimale gieterparameters vir elke legering bepaal word.
Bedryfspesifieke Toepassings
Die veerkragtigheid van verlore wasgietdienste maak dit onskatbaar in verskeie nywerhede. In die lug- en ruimtevaartbedryf word die proses gebruik om turbineblade en strukturele komponente te vervaardig wat streng veiligheids- en prestasievereistes moet bevredig. Vervaardigers van mediese toestelle staat op sementgietery om implante en chirurgiese instrumente te produseer wat 'n uitstekende oppervlakafwerking en biokompatibiliteit vereis.
Die motorindustrie maak gebruik van verlore wasgietdienste vir beide prestasie- en estetiese komponente, terwyl die energiesektor op die proses staatmaak om duursame pompkomponente en klephuisings te skep. Elke toepassing vereis spesifieke kundigheid en gehaltebeheermaatreëls om optimale resultate te verseker.
Kwaliteitversekering en Sertifisering
Inspeksiemetodes
Professionele verlore-wasgietdienste gebruik verskeie inspeksietegnieke om produkgehalte te verifieer. Nie-destruktiewe toetsmetodes soos X-straalanalise en fluorescerende deurdringingsinspeksie help om enige interne of oppervlakdefekte op te spoor. Dimensionele verifikasie met behulp van koördinaatmeetmasjiene verseker dat elke onderdeel aan die gespesifiseerde toleransies voldoen.
Gevorderde fasiliteite handhaaf gedetailleerde dokumentasie van hul inspeksieprosesse, en verskaf kliënte met uitgebreide gehalteverslae. Hierdie vlak van deursigtigheid help om vertroue te bou en sorg vir konsekwentheid oor produksieruns heen.
Bedryfsstandaarde en Sertifisering
Toonaangewende verskaffers van verlore-wasgietdienste handhaaf verskeie bedryfsertifikasies wat hul toewyding aan gehalte demonstreer. Dit kan insluit ISO 9001:2015, AS9100 vir lugvaarttoepassings, en bedryfsspesifieke sertifikasies. Reëlmatige oudits en opdaterings verseker voortgesette nakoming van ontluikende standaarde.
Hierdie sertifikasies dien as waardevolle aanwysers wanneer 'n gietselwerksaamhede-vennoot gekies word, aangesien dit die gietery se vermoë bevestig om spesifieke bedryfsvereistes te ontmoet en konsekwente gehaltestandaarde te handhaaf.
Die Regte Gietselwerksaamhede-Vennoot Kies
Tegniese Bekwaamheidstoetsing
Wanneer geëvalueer word op soek na wasgietselwerksaamhede, is dit noodsaaklik om hul tegniese bekwaamhede grondig te evalueer. Dit sluit in die ondersoek van hul toerustingkapasiteit, materiaalkundige kundigheid en vermoë om spesifieke deelgeometrieë te hanteer. Die regte vennoot behoort ervaring met soortgelyke projekte te toon en gedetailleerde inligting verskaf oor hul vervaardigingsbekwaamhede.
Oorweeg faktore soos maksimum deelgrootte, tipiese toleransies wat bereik word, en oppervlakafwerkingvermoëns. 'n Gekeurde verskaffer behoort ook ontwerphulp te bied en wysigings voorstel wat gegietbaarheid kan verbeter of koste verminder.
Aanvraagstellings vir Vennootskap
Benewens tegniese vermoëns, hang suksesvolle samewerkings in verlore-wasgietsel dienste af van doeltreffende kommunikasie en projekbestuur. Soek diensverskaffers wat toegewyde tegniese ondersteuning, deursigtige prysbepaling en betroubare leweringstydskedules aanbied. Die vermoë om produksie op te skaal en aan veranderende vereistes aan te pas, is ook noodsaaklik vir langtermynsukses.
Oorweeg die gieter se ligging, leweringstye en vermoë om dringende bestellings te hanteer wanneer nodig. 'n Sterk partnerskap behoort gereelde prestasie-ondersoeke en voortdurende verbeteringsinisiatiewe in te sluit.
Gereelde vrae
Wat is die tipiese leweringstye vir verlore-wasgietsel dienste?
Leweringstye wissel gewoonlik van 4-8 weke vir nuwe projekte, afhanklik van kompleksiteit en hoeveelheid. Gevestigde produkte met bestaande gereedskap kan dikwels in 2-4 weke vervaardig word. Spoeddienste mag beskikbaar wees vir dringende vereistes, alhoewel dit gewoonlik addisionele koste meebring.
Hoe vergelyk verlore-wasgietsel met ander vervaardigingsmetodes?
Verlore-wasgietery blyk dikwels koste-effektiewer as masjineringsmetodes vir ingewikkelde vorms en bied 'n beter oppervlakafwerking as sandgietery. Dit maak die produksie van ingewikkelde besonderhede en interne kenmerke moontlik wat met ander metodes moeilik of onmoontlik sou wees, terwyl dit noue toleransies en uitstekende herhaalbaarheid handhaaf.
Watter minimum- en maksimumgroottes kan geproduseer word deur gebruik te maak van verlore-wasgietery?
Die meeste verlore-wasgietdienste kan komponente hanteer wat wissel van 'n paar gram tot verskeie honderd pond. Tipiese minimum wanddiktes is ongeveer 0,5 mm, terwyl maksimumafmetings afhang van die gietery se toerustingkapasiteit. Dit is die beste om met u gekose verskaffer te raadpleeg ten einde spesifieke groottebeperkings te bepaal.