

Розуміння точності та універсальності лиття за виплавними моделями
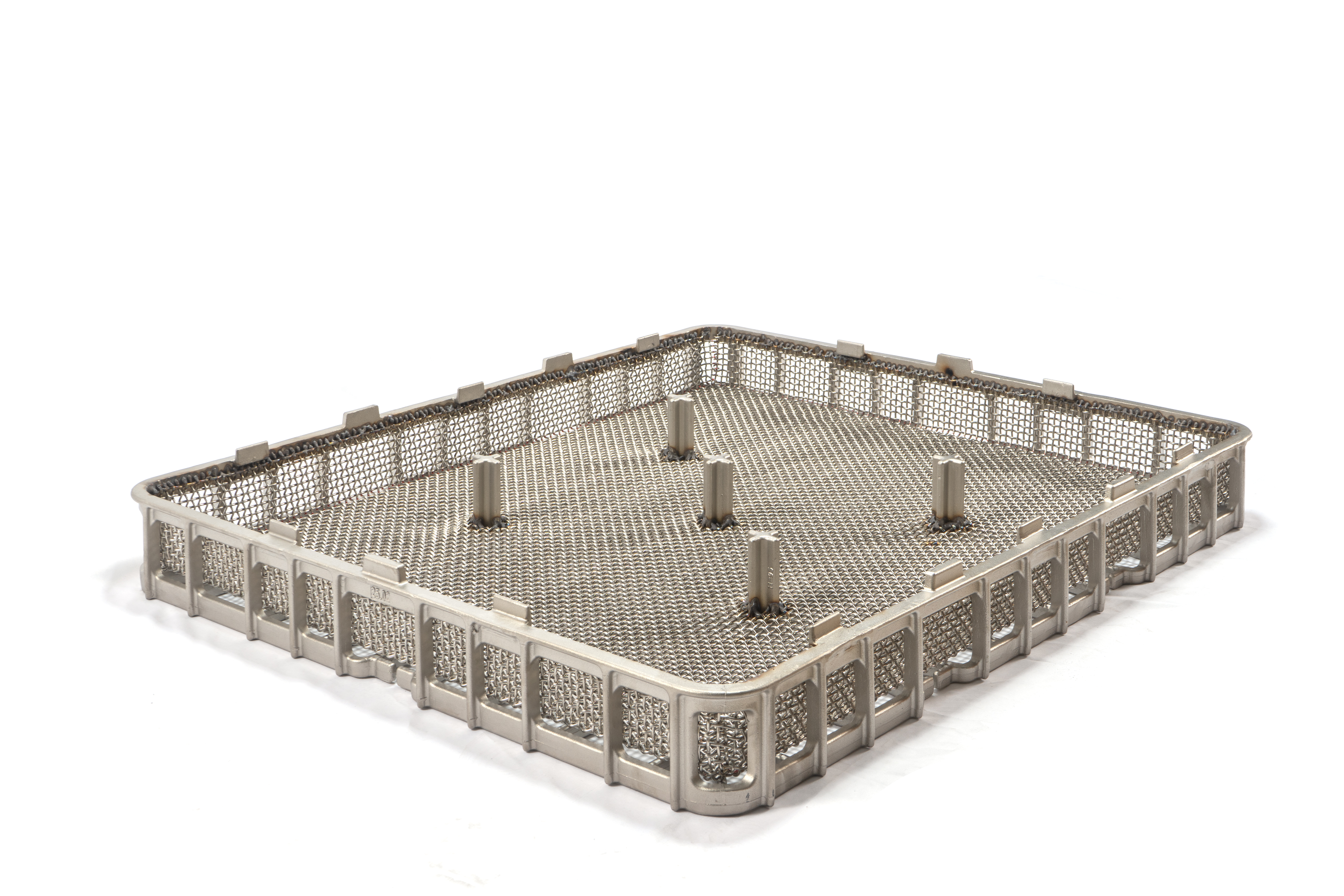
Світ промислового виробництва значно розвинувся, і послуги лиття за виплавними моделями стали основою виробництва прецизійних компонентів. Цей складний процес, також відомий як лиття за виплавними моделями, забезпечує виняткову точність і універсальність у багатьох галузях. Від вузлів для авіаційно-космічної промисловості до складних медичних пристроїв — послуги лиття за виплавними моделями дають виробникам змогу виготовляти складні металеві деталі, що відповідають найвищим вимогам.
Процес виливки за виплавляємими моделями революціонізував підхід виробників до створення детальних металевих компонентів. Використовуючи модель, яку ретельно покривають керамічним матеріалом, послуги виливки за втраченою восковою моделлю можуть досягати допусків і якості поверхонь, що перевершують традиційні методи виробництва. воск цей стародавній метод, удосконалений для сучасного промислового застосування, продовжує доводити свою ефективність у сучасному вимогливому середовищі виробництва.
Виробничий процес виливки за методом втраченої воскової моделі
Створення та збірка моделі
Усе починається зі створення точної воскової моделі, яка відтворює бажаний кінцевий продукт. Професійні послуги виливки за методом втраченої воскової моделі використовують передові методи моделювання, щоб забезпечити відповідність кожної моделі точним специфікаціям. Потім ці моделі збирають на деревоподібну конструкцію, яка називається литниковою системою, і яка згодом стане шляхом для розплавленого металу.
Контроль якості на цьому етапі є вирішальним, оскільки будь-який дефект у восковому зразку відобразиться у готовому виливку. Сучасні підприємства використовують технології комп'ютерного проектування та 3D-друку для створення ідеальних воскових моделей, забезпечуючи узгодженість у межах великих серій виробництва.
Формування оболонки та випалювання
Зібрані воскові моделі проходять ретельний процес покриття, під час якого наносяться шари керамічної суспензії. Кожен шар має бути рівномірно нанесений і висушений перед нанесенням наступного, щоб утворити міцну оболонку, здатну витримувати високі температури та тиск. Першокласні послуги лиття за втраченою формою підтримують суворий контроль умов довкілля на цьому етапі для забезпечення оптимального формування оболонки.
Як тільки керамічна оболонка досягає потрібної товщини, вона переходить до етапу випалювання. На цьому важливому етапі віск витоплюється, залишаючи ідеальний порожній простір всередині керамічної оболонки. Цей процес потребує точного контролю температури, щоб запобігти тріщинам оболонки та забезпечити повне видалення воску.
Вибір матеріалу та сфера застосування
Металеві варіанти та властивості
Однією з найбільших переваг послуг виливки за методом втраченої форми є широкий вибір металів і сплавів, які можна лити. Від нержавіючої сталі та алюмінію до екзотичних сплавів, таких як титан і інконель, процес підходить практично для будь-якого металу, який можна розплавити. Кожен матеріал має унікальні властивості, придатні для певних застосувань, а досвідчені литейні цехи можуть допомогти клієнтам у виборі оптимального металу залежно від їхніх потреб.
Вибір матеріалу суттєво впливає не лише на експлуатаційні характеристики кінцевого продукту, але й на сам процес лиття. Професійні послуги лиття за методом втраченої форми враховують такі фактори, як текучість металу, ступінь усадки та теплові властивості, при визначенні оптимальних параметрів лиття для кожного сплаву.
Специфічні застосування в промисловості
Універсальність послуг втраченої воскової моделі робить їх безцінними в багатьох галузях. В авіації цей процес використовується для виготовлення лопатей турбін та конструктивних елементів, які мають відповідати суворим вимогам безпеки та продуктивності. Виробники медичних приладів покладаються на точне лиття для створення імплантатів та хірургічних інструментів, які потребують виняткової якості поверхні та біосумісності.
Автомобільна промисловість використовує послуги втраченої воскової моделі для виготовлення як експлуатаційних, так і естетичних компонентів, тоді як енергетичний сектор залежить від цього процесу для створення довговічних деталей насосів та корпусів клапанів. Кожне застосування вимагає певної експертної оцінки та заходів контролю якості для забезпечення оптимальних результатів.
Гарантія якості та сертифікація
Методи перевірки
Професійні послуги лиття за виплавними моделями використовують кілька методів перевірки для підтвердження якості продукції. Методи неруйнівного контролю, такі як рентгенівський аналіз та флуоресцентний проникаючий контроль, допомагають виявити внутрішні або поверхневі дефекти. Перевірка розмірів за допомогою координатно-вимірювальних машин забезпечує відповідність кожної деталі встановленим допускам.
Сучасні об'єкти ведуть докладну документацію своїх процесів перевірки, надаючи клієнтам повні звіти про якість. Такий рівень прозорості сприяє формуванню довіри та забезпечує узгодженість протягом усіх серій виробництва.
Відраслеві стандарти та сертифікація
Провідні постачальники послуг лиття за виплавними моделями мають різноманітні галузеві сертифікації, що свідчать про їхню приверженість якості. До них можуть належати ISO 9001:2015, AS9100 для авіаційних застосувань та спеціалізовані галузеві сертифікації. Регулярні перевірки та оновлення забезпечують постійну відповідність чинним стандартам.
Ці сертифікації є цінними показниками під час вибору партнера з лиття, оскільки підтверджують здатність ливарні відповідати конкретним галузевим вимогам та підтримувати стабільні стандарти якості.
Вибір правильного партнера з лиття
Оцінка технічних можливостей
Під час оцінки послуг лиття за виплавними моделями необхідно ретельно перевірити їхні технічні можливості. Це включає аналіз потужностей обладнання, експертису в матеріалах і здатності виготовляти деталі з певною геометрією. Правильний партнер має мати досвід роботи над подібними проектами та надавати детальну інформацію про свої виробничі можливості.
Розгляньте такі фактори, як максимальний розмір деталі, типові досягнуті допуски та можливості щодо чистоти поверхні. Кваліфікований постачальник також повинен пропонувати допомогу у проектуванні та пропонувати зміни, які можуть поліпшити виливність або знизити витрати.
Аспекти вибору партнера
Окрім технічних можливостей, успішне партнерство у послугах виливки за втраченою формою залежить від ефективного спілкування та управління проектами. Звертайте увагу на постачальників, які пропонують спеціалізовану технічну підтримку, прозоре ціноутворення та надійні строки поставок. Здатність масштабувати виробництво та адаптуватися до змінних вимог також є важливою для довгострокового успіху.
Враховуйте розташування литейні, терміни виконання замовлень і здатність обробляти термінові замовлення за необхідності. Міцне партнерство має передбачати регулярні огляди продуктивності та ініціативи безперервного покращення.
Поширені запитання
Які типові терміни виконання для послуг виливки за втраченою формою?
Типові терміни виконання зазвичай становлять від 4 до 8 тижнів для нових проектів, залежно від складності та кількості. Вже існуючі продукти з наявним оснащенням часто можуть бути виготовлені за 2–4 тижні. Термінові послуги можуть бути доступні для невідкладних потреб, хоча це зазвичай пов’язано з додатковими витратами.
Як виливка за втраченою формою порівнюється з іншими методами виробництва?
Виплавляння воску часто виявляється економічно вигіднішим, ніж обробка для складних геометрій, і забезпечує кращу поверхневу обробку, ніж піщане лиття. Це дозволяє виготовляти складні деталі та внутрішні елементи, які було б важко або неможливо досягти іншими методами, зберігаючи високу точність і чудову повторюваність.
Які мінімальні та максимальні розміри можна отримати за допомогою виплавлення воску?
Більшість послуг виплавлення воску можуть обробляти деталі від кількох грамів до кількох сотень фунтів. Типова мінімальна товщина стінок становить близько 0,5 мм, тоді як максимальні розміри залежать від можливостей обладнання литейного цеху. Найкраще проконсультуватися з обраним постачальником щодо конкретних обмежень за розміром.