

Brugerdefineret design af varmebehandlingskurve udgør et afgørende ingeniørteknisk overvejelse for producenter, der søger at optimere termiske behandlingsprocesser inden for en bred vifte af industrielle anvendelser. Forståelse af de grundlæggende designprincipper, materialer til valg og driftskrav gør det muligt for ingeniører at skabe effektive løsninger, der maksimerer både produktkvalitet og produktionseffektivitet. Kompleksiteten i moderne varmebehandlingsprocesser kræver specialiserede fastgørelser, der kan klare ekstreme temperaturer, samtidig med at de sikrer ensartet varmefordeling gennem hele belastningen.

Konstruktionsspecifikationerne for en brugerdefineret varmebehandlingskurv skal tage højde for flere tekniske faktorer, herunder termisk ledningsevne, strukturel integritet under cyklisk opvarmning og kompatibilitet med specifikke ovnmiljøer. Hver anvendelse stiller unikke krav, der kræver en omhyggelig analyse af reservedelsgeometri, processtemperaturer, atmosfærisk sammensætning og produktionsvolumenkrav. En vellykket konstruktion af varmebehandlingskurve integrerer disse variable for at sikre pålidelig ydelse over forlængede driftscykler, samtidig med at den opretholder kravene til dimensionel stabilitet og overfladekvalitet.
Vigtige designparametre for varmebehandlingskurve
Materialevalg og termiske egenskaber
Grundlaget for en effektiv design af varmebehandlingskurve begynder med valg af passende materialer, der kan klare de specifikke termiske og kemiske forhold i den påtænkte anvendelse. Højtemperaturlegeringer såsom Inconel, Hastelloy og forskellige rustfrie ståltyper tilbyder forskellige kombinationer af oxidationbestandighed, termisk udligningskarakteristika og bevarelse af mekanisk styrke ved høje temperaturer. Valget af materiale påvirker direkte ydeevnen og levetiden for varmebehandlingskurven i produktionsmiljøer.
Overvejelser om termisk ledningsevne spiller en afgørende rolle for, hvor effektivt varmebehandlingskurven overfører termisk energi til arbejdsemnerne. Materialer med højere termisk ledningsevne fremmer hurtigere og mere ensartet opvarmning, hvilket forkorter cykeltiderne og forbedrer temperaturkonstansen på hele belastningen. Termisk udvidelseskoefficienten skal dog også vurderes omhyggeligt for at undgå deformation eller revner under gentagne opvarmnings- og afkølingscyklusser, hvilket kunne kompromittere den strukturelle integritet af varmebehandlingskurven.
Modstand mod oxidation bliver særligt vigtig for varmebehandlingskurve, der opererer i luftatmosfærer eller andre oxiderende miljøer ved høje temperaturer. Dannelse af beskyttende oxidlag hjælper med at opretholde overfladeintegriteten og forhindre materialeforringelse over længere brugstider. At forstå oxidationens adfærd for potentielle materialer under specifikke driftsbetingelser sikrer en optimal materialevalg for langvarig pålidelighed af varmebehandlingskurvesystemet.
Konstruktionens konfiguration og lastfordeling
Den strukturelle konstruktion af en varmebehandlingskurv skal tage højde for den specifikke geometri og vægtfordeling af de dele, der behandles, samtidig med at den opretholder tilstrækkelig styrke og stabilitet gennem hele den termiske cyklus. Analyse af lastfordelingen hjælper med at fastslå de optimale placeringer af understøtningspunkter og dimensioneringen af strukturelle elementer for at forhindre nedbøjning, forvrængning eller svigt under driftsbelastninger. Konfigurationen af varmebehandlingskurven bør minimere spændingskoncentrationer, mens den samtidig sikrer ubegrænset gasgennemstrømning omkring alle arbejdsemner.
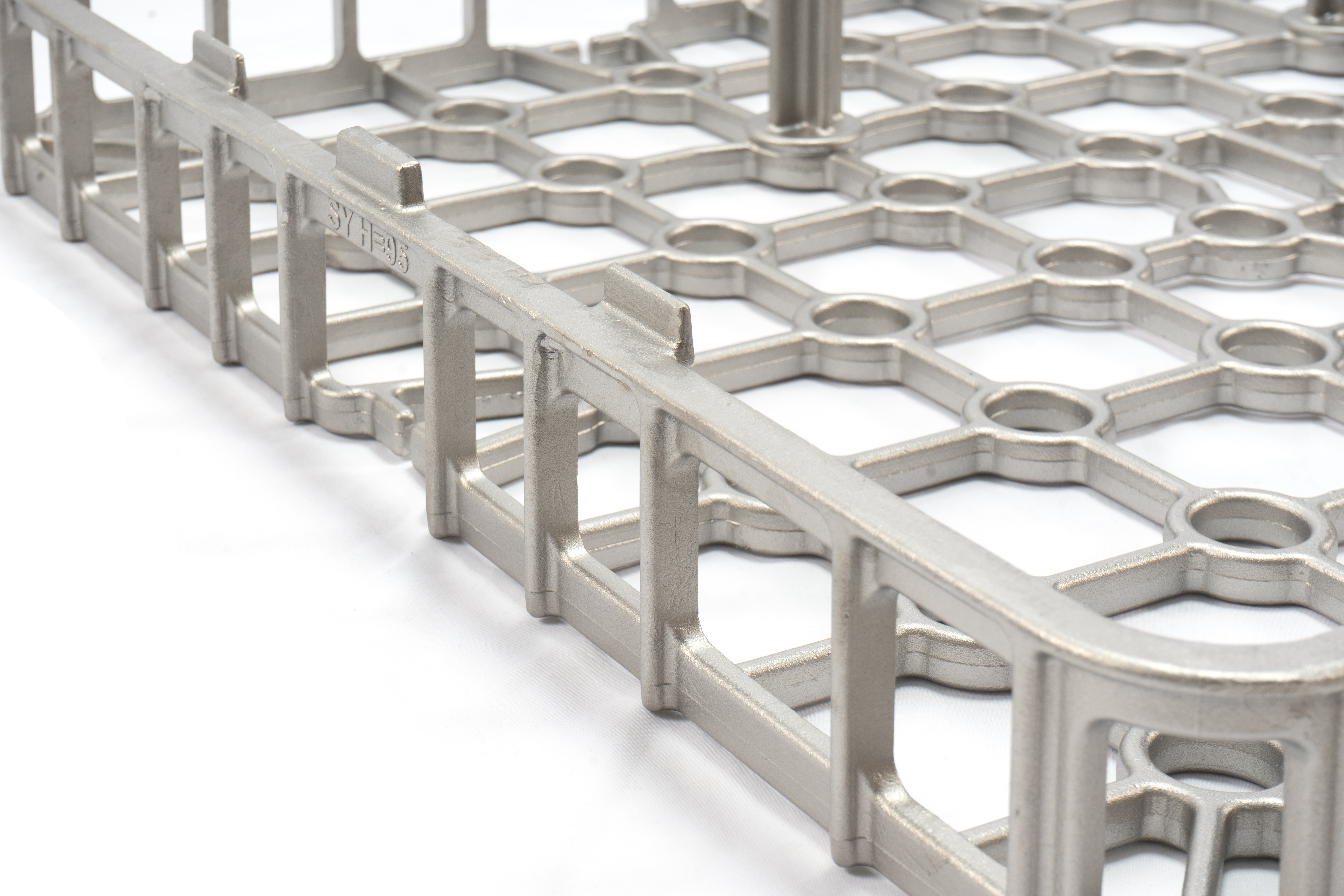
Maskens tæthed og åbningsstørrelse påvirker direkte både den mekaniske styrke og den termiske ydeevne af varmebehandlingskurven. Finere maskemønstre giver bedre støtte til små komponenter, men kan begrænse gasomcirkulationen og skabe temperaturgradienter tværs over belastningen. Omvendt forbedrer større åbninger varmeoverførsels-effektiviteten, men kræver omhyggelig overvejelse af delstøtte og placering for at forhindre bevægelse eller deformation under behandlingen.
Integrationen af forstærkende strukturer i designet af varmebehandlingskurven hjælper med at opretholde dimensional stabilitet under højtemperaturforhold, samtidig med at den kan tilpasse sig termisk udvidelse. Strategisk placering af forstærkningsribber, tværgående støtter eller understøttelsesrammer fordeler belastninger effektivt og forhindrer lokal deformation, som kunne påvirke delekvaliteten eller ensartetheden af behandlingen.
Fremstillingsprocesser og konstruktionsmetoder
Svejseteknikker og forbindelsesdesign
Konstruktionsmetoden for specialfremstillede varmebehandlingskurve har betydelig indflydelse på både den oprindelige ydeevne og den langsigtede holdbarhed under cyklisk termisk belastning. Svejseteknikkerne skal vælges ud fra grundmaterialets egenskaber, kravene til tilslutningskonfigurationen og behovet for at opretholde strukturel integritet ved driftstemperaturer. Gas-tungsten-lysbbuesvejsning giver typisk bedre kontrol over varmetilførslen og svejkvaliteten for tyndvæggede komponenter til varmebehandlingskurve.
Overvejelser vedrørende samlingens design omfatter valg af passende svejseforbindelstyper, der minimerer spændingskoncentrationer, samtidig med at de sikrer tilstrækkelig styrke under de påtænkte belastningsforhold. Svejsning med fuld gennemtrængning giver maksimal styrke, men kræver omhyggelig kontrol af svejseparametre for at undgå deformation i varmebehandlingskurveafmonteringer med tynd væg. Kantsvejsninger kan være mere hensigtsmæssige i bestemte anvendelser, hvor adgangsbegrænsninger eller bekymringer om termisk deformation dikterer fremgangsmåden ved konstruktionen.
Efter-svejse-varmebehandling er ofte nødvendig for at reducere restspændinger og genoprette optimale materialeegenskaber i de svejsepåvirkede zoner af varmebehandlingskurveafmonteringer. Spændingsaflastningsprocedurerne skal være kompatible med de tilsigtede driftsforhold og må ikke kompromittere den krævede dimensionelle nøjagtighed eller kravene til overfladekvalitet for den færdige fastspænding.
Støbning og maskinbearbejdning – integration
Støbte komponenter tilbyder fordele ved komplekse geometrier eller anvendelser, der kræver fremragende dimensionel stabilitet i varmebehandlingskurvdesigns. Investeringsstøbeprocesser gør det muligt at fremstille indviklede former med fremragende overfladekvalitet og dimensionel nøjagtighed, hvilket reducerer behovet for omfattende maskinbearbejdning. Integrationen af støbte og svejste komponenter giver konstruktører mulighed for at optimere hver enkelt del til dens specifikke funktion inden for den samlede behandlingskurv til varmebehandling montasje.
Maskinbearbejdningsoperationer på komponenter til varmebehandlingskurve kræver omhyggelig overvejelse af materialers tendens til arbejdsforhærdning og deres termiske egenskaber. Konventionelle maskinbearbejdningsmetoder kan kræve justering ved højtemperaturlegeringer, og værktøjets udvælgelse bliver afgørende for at opretholde dimensionel nøjagtighed og overfladekvalitet. Bearbejdningssekvensen bør minimere restspændinger, der kunne føre til deformation under efterfølgende termisk behandling.
Kvalitetskontrolprocedurer gennem hele fremstillingsprocessen sikrer, at færdige varmebehandlingskurveassemblyer opfylder alle krav til dimensioner, mekaniske egenskaber og overfladekvalitet. Dimensionel verifikation, svejseinspektion og materialecertificering giver tillid til den færdige fastgørelsesanordnings ydeevne under driftsforhold.
Designovervejelser specifikke for anvendelsen
Ovnkompatibilitet og håndteringskrav
Designet af brugerdefinerede varmebehandlingskurve skal tage højde for de specifikke egenskaber ved ovnsystemerne, hvori de skal anvendes, herunder lastemekanismer, atmosfærens sammensætning og krav til temperaturjævnhed. Ovndørens frihøjde, løftefæstningspunkter og samlet omkredsdimensioner bestemmer den maksimale størrelse og konfigurationsmuligheder for varmebehandlingskurvens design. At forstå disse begrænsninger tidligt i designprocessen forhindrer dyre ændringer eller driftsproblemer.
Kompatibilitet med håndteringssystemer påvirker både designfunktioner og strukturelle krav til varmebehandlingskurve, der er beregnet til automatiserede eller halvautomatiserede processer. Robotbaserede håndteringssystemer kan kræve specifikke fastgørelsespunkter, overvejelser om vægtfordeling eller geometriske funktioner, der muliggør pålidelig grebning og positionering. Ved manuel håndtering kræves andre designtilgange, der fokuserer på operatørens sikkerhed og ergonomiske forhold.
Kompatibilitet med atmosfæren bliver afgørende for varmebehandlingskurve, der anvendes i ovne med kontrolleret atmosfære eller vakuum-systemer. Materialevalg og tilslutningsdesign skal tage højde for den specifikke kemiske miljø og forhindre forurening af enten arbejdsemnerne eller ovnens atmosfære. Gasstrømningsmønstre omkring varmebehandlingskurven bør fremme ensartet atmosfærecirkulation uden at skabe døde zoner eller koncentrationsgradienter.
Delkonfiguration og proceskrav
Geometrien og anordningen af dele inden i en varmebehandlingskurv påvirker direkte effektiviteten af den termiske behandling og de endelige kvalitetsresultater. Kravene til afstanden mellem dele afhænger af den specifikke varmebehandlingsproces, materialeegenskaberne og kvalitetsspecifikationerne for de færdige komponenter. Tilstrækkelige frihedsgrader sikrer en jævn opvarmning og forhindrer samtidig kontakt mellem dele, som kunne føre til overfladeafmærkninger eller deformation.
Udviklingen af understøtningspunkter bliver særligt vigtig for dele, der er sårbare over for deformation under den termiske behandling. Kurven til varmebehandling skal levere tilstrækkelig støtte uden at skabe overdreven spænding, hvilket kunne føre til revner eller udvikling af restspændinger. Strategisk placering af understøttelseselementer hjælper med at bevare delens geometri, mens der samtidig gives plads til termisk udvidelse og sammentrækning under behandlingscyklussen.
Overvejelser om effektivitet ved ind- og udlastning påvirker både produktiviteten og delkvaliteten i produktionsbaserede varmebehandlingsprocesser. Designet af varmebehandlingskurvene skal muliggøre hurtig og præcis placering af dele, mens risikoen for beskadigelse under håndteringsoperationer minimeres. Tydelig visuel adgang og logisk delanordning bidrager til konsekvente indlastningsmønstre og forkortede cykeltider.
Ydelsesoptimering og vedligeholdelse
Holdbarhed under termisk cyklus
Den langsigtede ydeevne af varmebehandlingskurve afhænger stærkt af deres evne til at klare gentagne termiske cyklusser uden dimensionelle ændringer, revner eller andre former for forringelse. Modstandsevne mod termisk udmattelse bliver en primær designovervejelse for fastgørelsesmidler, der udsættes for hyppige temperatursvingninger eller hurtige opvarmnings- og afkølingshastigheder. Materialevalg og konstruktionsdesign skal tage højde for de kumulative virkninger af termisk spænding over den forventede levetid.
Forudsigende vedligeholdelsesstrategier for varmebehandlingskurve omfatter regelmæssig inspektion for tegn på deformation, revner eller overfladedegradation, der kunne påvirke ydeevnen eller delkvaliteten. Dimensionel verifikation med jævne mellemrum hjælper med at identificere gradvise ændringer, der muligvis kan kompromittere proceskonsistensen. Tidlig opdagelse af potentielle problemer gør det muligt at foretage proaktiv udskiftning eller reparation, inden kvalitetsproblemer opstår.
Teknikker til forlængelse af levetiden kan omfatte periodiske spændingsaflastningsbehandlinger, overfladeretablering eller komponentudskiftningsprogrammer, der sikrer vedligeholdelse af optimale ydeevnsegenskaber. Forståelse af de specifikke fejlmåder for hver enkelt anvendelse af varmebehandlingskurve gør det muligt at udvikle passende vedligeholdelsesprocedurer og udskiftningsskemaer.
Kvalitetssikring og proceskontrol
Integrationen af kvalitetsstyringsprocedurer i hele design- og fremstillingsprocessen for varmebehandlingskurve sikrer konsekvent ydelse og pålidelighed i produktionsanvendelser. Designvalidering gennem prototypeprøvning bekræfter, at den færdige fastspænding opfylder alle krav til ydelse under reelle driftsforhold. Denne valideringsproces skal omfatte termiske cyklusprøver, verifikation af lastkapacitet og vurderinger af dimensional stabilitet.
Processkontrolforanstaltninger under fremstillingen af varmebehandlingskurve omfatter materiale-sporbarehed, kvalificering af svejseprocedurer og omfattende inspektionsprotokoller. Dokumentation af alle fremstillingsfaser giver en komplet registrering til kvalitetsstyringsformål og muliggør fejlfinding, hvis der opstår ydelsesrelaterede problemer under brug. Standardiserede fremstillingsprocedurer hjælper med at sikre konsistens over flere produktionsomgange af varmebehandlingskurve.
Overvågning af ydeevnen under produktionsbrug giver feedback til en løbende forbedring af designet af varmebehandlingskurve og fremstillingsprocesser. Registrering af levetid, fejlmåder og vedligeholdelseskrav hjælper med at forfine designkriterierne for fremtidige anvendelser og optimere udskiftningsschemat for eksisterende fastgørelser.
Ofte stillede spørgsmål
Hvilke materialer bruges oftest til fremstilling af tilpassede varmebehandlingskurve?
De mest almindeligt anvendte materialer til fremstilling af varmebehandlingskurve omfatter forskellige kvaliteter af rustfrit stål, især rustfrit stål 304, 316 og 310 til anvendelser ved moderate temperaturer. For højere temperaturkrav leverer Inconel-legeringer, Hastelloy og specialiserede højtemperaturstål bedre oxidationbestandighed og bedre bevarelse af styrke. Det specifikke materialevalg afhænger af driftstemperaturområdet, atmosfærens sammensætning og de mekaniske belastningskrav for den pågældende anvendelse.
Hvordan fastlægger man den passende maskestørrelse og åbningskonfiguration for en varmebehandlingskurv?
Maskestørrelsen og åbningskonfigurationen for en varmebehandlingskurv fastlægges ved at analysere størrelsen og geometrien af de dele, der behandles, de krævede gasstrømningsforhold samt kravene til strukturel styrke. Mindre dele kræver finere maske for at forhindre, at de falder igennem åbningerne, mens større åbninger forbedrer varmeoverførsels-effektiviteten og gasens cirkulation. Den optimale konfiguration udgør en balance mellem kravene til delstøtte og termisk ydeevne, samtidig med at der opretholdes tilstrækkelig strukturel integritet under driftsbelastninger.
Hvad er de væsentligste faktorer, der påvirker levetiden for specialfremstillede varmebehandlingskurve?
De primære faktorer, der påvirker levetiden for varmebehandlingskurve, omfatter driftstemperaturområdet, hyppigheden af termiske cyklusser, atmosfærens sammensætning, mekaniske belastningsforhold og materialevalg. Gentagne termiske udvidelser og sammentrækninger skaber udmattelsesspændinger, som med tiden kan føre til revner eller deformation. Oxiderende atmosfærer ved høje temperaturer forårsager materialeforringelse, mens mekanisk overbelastning kan føre til øjeblikkelig strukturel svigt. Korrekt materialevalg, passende konstruktionsfaktorer og regelmæssig vedligeholdelse udvider betydeligt levetiden.
Kan varmebehandlingskurve repareres eller genopfriskes, når de viser tegn på slitage?
Mange varmebehandlingskurve kan succesfuldt repareres eller genopfriskes, afhængigt af slags og omfang af slid eller skade. Mindre deformation kan ofte rettes ved omformningsoperationer, mens lokaliseret skade muligvis kan repareres ved svejsning og maskinbearbejdning. Omfattende revner, alvorlig oxidation eller betydelige ændringer i mål kan dog kræve fuldstændig udskiftning. Den økonomiske levedygtighed af reparation i forhold til udskiftning afhænger af skadens omfang, materialeomkostningerne og hvor kritisk præcisionsnøjagtigheden af målene er for den pågældende anvendelse.
Indholdsfortegnelse
- Vigtige designparametre for varmebehandlingskurve
- Fremstillingsprocesser og konstruktionsmetoder
- Designovervejelser specifikke for anvendelsen
- Ydelsesoptimering og vedligeholdelse
-
Ofte stillede spørgsmål
- Hvilke materialer bruges oftest til fremstilling af tilpassede varmebehandlingskurve?
- Hvordan fastlægger man den passende maskestørrelse og åbningskonfiguration for en varmebehandlingskurv?
- Hvad er de væsentligste faktorer, der påvirker levetiden for specialfremstillede varmebehandlingskurve?
- Kan varmebehandlingskurve repareres eller genopfriskes, når de viser tegn på slitage?