

Projekt niestandardowego koszyka do obróbki cieplnej stanowi kluczowy aspekt inżynierski dla producentów dążących do zoptymalizowania operacji termicznych w różnorodnych zastosowaniach przemysłowych. Zrozumienie podstawowych zasad projektowania, kryteriów doboru materiałów oraz wymagań eksploatacyjnych umożliwia inżynierom tworzenie skutecznych rozwiązań, które maksymalizują zarówno jakość wyrobu, jak i wydajność produkcji. Złożoność nowoczesnych procesów obróbki cieplnej wymaga specjalistycznych uchwytów, które wytrzymują skrajne temperatury i zapewniają jednolite rozprowadzanie ciepła w całym ładunku.

Specyfikacje inżynierskie niestandardowego koszyka do obróbki cieplnej muszą uwzględniać wiele czynników technicznych, w tym przewodnictwo cieplne, wytrzymałość konstrukcyjną w warunkach cyklicznego nagrzewania oraz zgodność ze środowiskiem konkretnych pieców. Każde zastosowanie stawia unikalne wyzwania, wymagające starannego przeanalizowania geometrii detali, temperatur obróbki, warunków atmosfery procesowej oraz wymagań dotyczących objętości produkcji. Skuteczny projekt koszyka do obróbki cieplnej integruje te zmienne, zapewniając niezawodną pracę w trakcie długotrwałych cykli eksploatacyjnych przy jednoczesnym zachowaniu stabilności wymiarowej oraz standardów jakości powierzchni.
Podstawowe parametry projektowe koszyków do obróbki cieplnej
Dobór materiałów i właściwości termiczne
Podstawą skutecznego projektowania koszy do obróbki cieplnej jest dobór odpowiednich materiałów, które wytrzymają konkretne warunki termiczne i chemiczne przewidziane dla danej aplikacji. Stopy przeznaczone do pracy w wysokich temperaturach, takie jak Inconel, Hastelloy oraz różne gatunki stali nierdzewnej, oferują różne kombinacje odporności na utlenianie, charakterystyk rozszerzalności cieplnej oraz zdolności zachowywania wytrzymałości mechanicznej w podwyższonych temperaturach. Wybór materiału ma bezpośredni wpływ na wydajność i trwałość koszy do obróbki cieplnej w środowisku produkcyjnym.
Uwagi dotyczące przewodnictwa cieplnego odgrywają kluczową rolę przy określaniu skuteczności przenoszenia energii cieplnej przez koszyk do obróbki cieplnej do przedmiotów obrabianych. Materiały o wyższym przewodnictwie cieplnym zapewniają szybsze i bardziej jednorodne nagrzewanie, co skraca czasy cykli oraz poprawia spójność temperatury w całym ładunku. Jednak współczynnik rozszerzalności cieplnej również wymaga starannego ocenienia, aby zapobiec odkształceniom lub pęknięciom podczas wielokrotnych cykli nagrzewania i chłodzenia, które mogłyby naruszyć integralność konstrukcyjną koszyka do obróbki cieplnej.
Odporność na utlenianie staje się szczególnie ważna dla koszy do obróbki cieplnej działających w atmosferze powietrza lub innych środowiskach utleniających w wysokich temperaturach. Powstawanie ochronnych warstw tlenków pomaga zachować integralność powierzchni i zapobiega degradacji materiału w trakcie długotrwałej eksploatacji. Zrozumienie zachowania się kandydujących materiałów pod względem utleniania w określonych warunkach eksploatacyjnych pozwala na optymalny dobór materiału, zapewniający długotrwałą niezawodność systemu koszy do obróbki cieplnej.
Konfiguracja konstrukcyjna i rozkład obciążeń
Projekt konstrukcyjny koszyka do obróbki cieplnej musi uwzględniać określoną geometrię i rozkład masy części poddawanych obróbce, zapewniając przy tym wystarczającą wytrzymałość i stabilność w całym cyklu termicznym. Analiza rozkładu obciążenia pozwala określić optymalne położenie punktów podparcia oraz dobrać wymiary elementów konstrukcyjnych, aby zapobiec osiadaniu, odkształceniom lub awarii pod wpływem obciążeń eksploatacyjnych. Konfiguracja koszyka do obróbki cieplnej powinna minimalizować skupiska naprężeń, zapewniając przy tym nieograniczony przepływ gazu wokół wszystkich przedmiotów obrabianych.
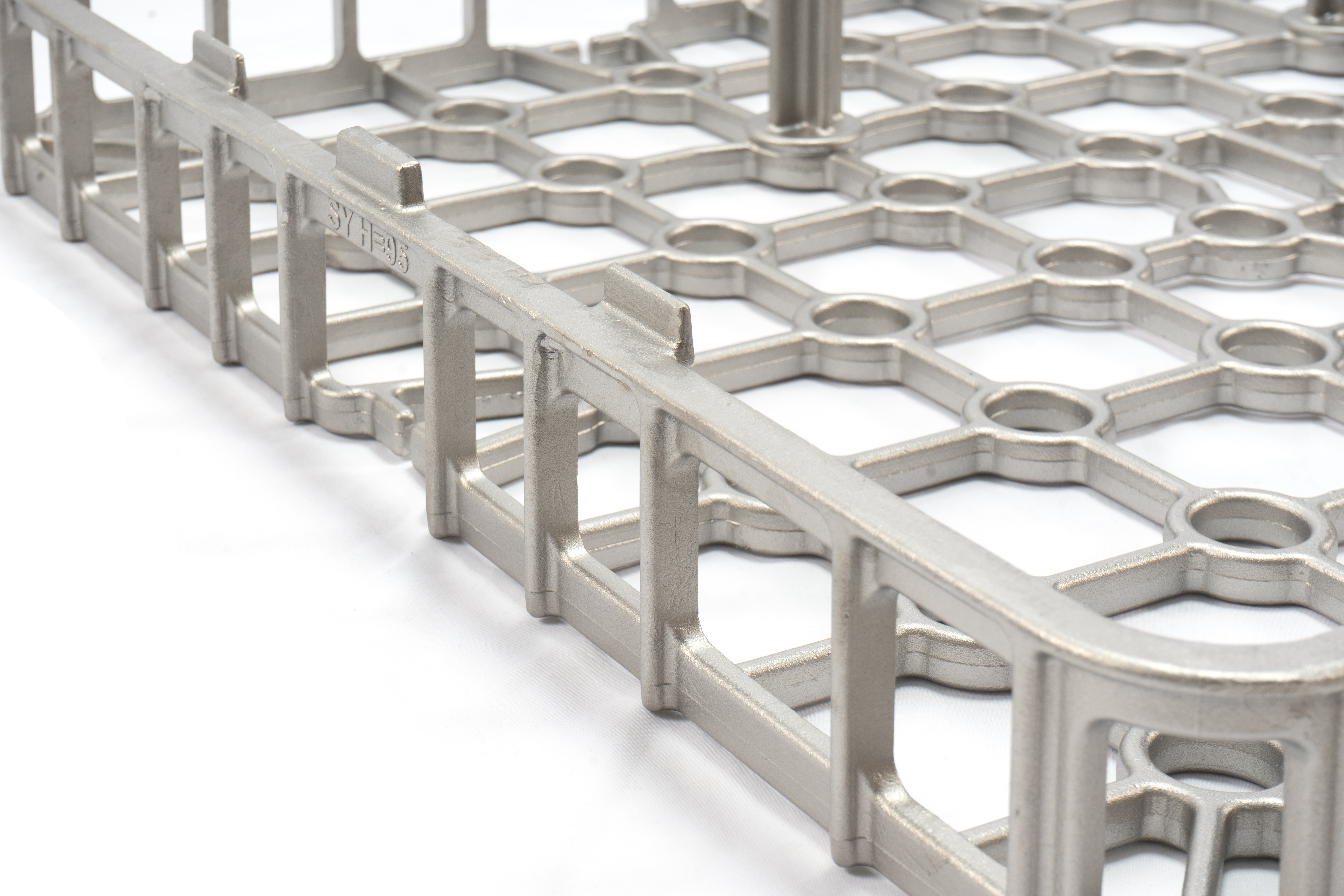
Gęstość siatki oraz wielkość otworów mają bezpośredni wpływ zarówno na wytrzymałość mechaniczną, jak i na wydajność cieplną koszyka do obróbki cieplnej. Szczelniejsze wzory siatki zapewniają lepsze podparcie małych komponentów, ale mogą ograniczać przepływ gazu i powodować gradienty temperatury w obrębie ładunku. Z kolei większe otwory zwiększają wydajność przenoszenia ciepła, jednak wymagają starannego dobrania sposobu podparcia i rozmieszczenia części, aby zapobiec ich przemieszczaniu się lub odkształceniom w trakcie obróbki.
Integracja struktur wzmacniających w konstrukcji koszyka do obróbki cieplnej wspomaga utrzymanie stabilności wymiarowej w warunkach wysokiej temperatury, umożliwiając przy tym rozszerzanie termiczne. Celowe umieszczenie żeber wzmacniających, przekrojowych elementów usztywniających lub ram podporowych zapewnia skuteczne rozprowadzanie obciążeń oraz zapobiega odkształceniom lokalnym, które mogłyby wpłynąć na jakość detali lub jednorodność procesu obróbki.
Procesy produkcyjne i metody konstrukcji
Techniki spawania i projektowanie połączeń
Metoda konstrukcji niestandardowych koszyków do obróbki cieplnej ma istotny wpływ zarówno na początkową wydajność, jak i długotrwałą trwałość w warunkach cyklicznego obciążenia termicznego. Techniki spawania należy dobierać z uwzględnieniem właściwości materiału podstawowego, wymagań dotyczących konfiguracji połączeń oraz konieczności zachowania integralności strukturalnej w temperaturze roboczej. Spawanie metodą TIG (spawanie łukowe wolframem w osłonie gazu) zapewnia zazwyczaj lepszą kontrolę nad ilością wprowadzanego ciepła oraz jakością spoiny w przypadku cienkościennych elementów koszyków do obróbki cieplnej.
Wspólne aspekty projektowania połączeń obejmują dobór odpowiednich typów połączeń spawanych, które minimalizują skupienia naprężeń, zapewniając przy tym wystarczającą wytrzymałość dla przewidzianych warunków obciążenia. Spoiny pełnopenetracyjne zapewniają maksymalną wytrzymałość, lecz wymagają starannego doboru parametrów spawania w celu zapobieżenia odkształceniom w cienkościennych złożeniach koszyków do obróbki cieplnej. Spoiny kątowe mogą okazać się bardziej odpowiednie w niektórych zastosowaniach, gdzie ograniczony dostęp do miejsca spawania lub zagrożenie odkształceniem termicznym decyduje o przyjętej metodzie wykonania.
Obróbka cieplna po spawaniu staje się często konieczna w celu usunięcia naprężeń resztkowych oraz przywrócenia optymalnych właściwości materiałowych w strefach wpływu ciepła (HAZ) spawanych złożeń koszyków do obróbki cieplnej. Procedury uwalniania naprężeń muszą być zgodne z przewidzianymi warunkami eksploatacji i nie mogą pogarszać dokładności wymiarowej ani wymagań dotyczących wykończenia powierzchni gotowego uchwytu.
Integracja odlewania i obróbki skrawaniem
Elementy odlewane zapewniają zalety w przypadku złożonych geometrii lub zastosowań wymagających wysokiej stabilności wymiarowej w konstrukcjach koszyków do obróbki cieplnej. Procesy odlewania precyzyjnego umożliwiają wytwarzanie skomplikowanych kształtów o doskonałej jakości powierzchni i wysokiej dokładności wymiarowej, co zmniejsza potrzebę intensywnych operacji frezowania. Integracja elementów odlewanych i spawanych pozwala projektantom zoptymalizować każdy z nich pod kątem konkretnej funkcji pełnionej w ramach całej konstrukcji. koszyk do obróbki cieplnej montaż.
Operacje obróbki skrawaniem elementów koszyków do obróbki cieplnej wymagają starannego uwzględnienia cech utwardzania przez odkształcenie materiału oraz jego właściwości termicznych. Konwencjonalne metody obróbki skrawaniem mogą wymagać modyfikacji przy zastosowaniu stopów odpornych na wysokie temperatury, a dobór narzędzi staje się kluczowy dla zachowania dokładności wymiarowej i jakości powierzchni. Kolejność operacji obróbkowych powinna minimalizować naprężenia resztkowe, które mogłyby prowadzić do odkształceń podczas kolejnych etapów obróbki cieplnej.
Procedury kontroli jakości stosowane w całym procesie produkcyjnym zapewniają, że ukończone zespoły koszyków do obróbki cieplnej spełniają wszystkie wymagania dotyczące wymiarów, właściwości mechanicznych oraz jakości powierzchni. Weryfikacja wymiarowa, kontrola spoin oraz certyfikaty materiałów zapewniają zaufanie do zdolności eksploatacyjnych gotowego uchwytu w warunkach pracy.
Przykładne Rozważania w Projektowaniu
Zgodność z piecami oraz wymagania obsługi
Projekt niestandardowych koszyków do obróbki cieplnej musi uwzględniać konkretne cechy systemów piecowych, w których będą one pracować, w tym mechanizmy załadunku, skład atmosfery oraz wymagania dotyczące jednorodności temperatury. Wolne przestrzenie przy drzwiczkach pieca, punkty mocowania do podnoszenia oraz ogólne wymiary otoczki określają maksymalne rozmiary i opcje konfiguracji projektowanego koszyka do obróbki cieplnej. Wczesne zrozumienie tych ograniczeń w trakcie procesu projektowania pozwala uniknąć kosztownych modyfikacji lub trudności eksploatacyjnych.
Zgodność systemu manipulacyjnego wpływa zarówno na cechy projektowe, jak i wymagania konstrukcyjne koszyków do obróbki cieplnej przeznaczonych do zastosowań zautomatyzowanych lub półzautomatycznych. Systemy manipulacyjne robotyczne mogą wymagać specyficznych punktów mocowania, uwzględnienia rozkładu masy lub cech geometrycznych umożliwiających niezawodne chwytywanie i pozycjonowanie. W przypadku zastosowań z ręcznym obsługiwaniem wymagane są inne podejścia projektowe, skupiające się na bezpieczeństwie operatora oraz aspektach ergonomii.
Uwzględnienie zgodności ze środowiskiem atmosferycznym staje się kwestią krytyczną dla koszyków do obróbki cieplnej działających w piecach o kontrolowanej atmosferze lub w systemach próżniowych. Dobór materiału oraz projekt połączeń muszą uwzględniać konkretne środowisko chemiczne, zapobiegając jednocześnie zanieczyszczeniu przedmiotów obrabianych lub atmosfery pieca. Układ przepływu gazu wokół koszyka do obróbki cieplnej powinien sprzyjać jednolitej cyrkulacji atmosfery bez tworzenia stref martwych lub gradientów stężenia.
Konfiguracja części i wymagania procesowe
Geometria i układ części w koszyku do obróbki cieplnej mają bezpośredni wpływ na skuteczność procesu termicznego oraz na końcowe wyniki jakościowe. Wymagania dotyczące odstępów między częściami zależą od konkretnego procesu obróbki cieplnej, właściwości materiału oraz specyfikacji jakościowych gotowych elementów. Właściwe luzy zapewniają jednolite nagrzewanie, zapobiegając jednocześnie kontaktowi pomiędzy częściami, który mógłby spowodować uszkodzenia powierzchniowe lub odkształcenia.
Projekt punktów podparcia staje się szczególnie istotny dla części podatnych na odkształcenia podczas obróbki termicznej. Koszyk do obróbki cieplnej musi zapewniać odpowiednie podparcie bez jednoczesnego wywierania nadmiernego ograniczenia, które mogłoby prowadzić do pęknięć lub powstania naprężeń resztkowych. Celowe rozmieszczenie elementów podparcia pomaga zachować geometrię części, umożliwiając przy tym ich rozszerzanie i kurczenie się termiczne w trakcie cyklu obróbki.
Ważne są rozważania dotyczące wydajności załadunku i rozładunku, ponieważ wpływają one zarówno na produktywność, jak i jakość części w operacjach cieplnego przetwarzania w produkcji. Konstrukcja koszyka do obróbki cieplnej powinna ułatwiać szybkie i precyzyjne umieszczanie części, minimalizując przy tym ryzyko uszkodzenia podczas operacji manipulacyjnych. Dobra widoczność wizualna oraz logiczne rozmieszczenie części przyczyniają się do spójnych wzorców załadunku oraz skracają czas cyklu.
Optymalizacja wydajności i konserwacja
Trwałość w warunkach cyklowania termicznego
Długoterminowa wydajność koszyków do obróbki cieplnej zależy w dużej mierze od ich zdolności do wytrzymywania wielokrotnego cyklowania termicznego bez zmian wymiarowych, pęknięć ani innych form degradacji. Odporność na zmęczenie termiczne staje się kluczowym kryterium projektowym dla uchwytów narażonych na częste wahania temperatury lub szybkie procesy nagrzewania i chłodzenia. Dobór materiału oraz konstrukcja strukturalna muszą uwzględniać skumulowane skutki naprężeń termicznych w przewidywanym okresie eksploatacji.
Strategie konserwacji predykcyjnej koszy do obróbki cieplnej obejmują regularne inspekcje w celu wykrycia oznak odkształcenia, pęknięć lub degradacji powierzchni, które mogą wpływać na wydajność lub jakość obrabianych części. Weryfikacja wymiarów w regularnych odstępach czasu pozwala zidentyfikować stopniowe zmiany, które mogą zagrozić spójności procesu obróbki. Wczesne wykrywanie potencjalnych problemów umożliwia proaktywne wymianę lub naprawę przed wystąpieniem problemów jakościowych.
Metody przedłużania czasu eksploatacji mogą obejmować okresowe zabiegi uwalniania naprężeń, regenerację powierzchni lub programy wymiany poszczególnych komponentów, zapewniające utrzymanie optymalnych charakterystyk wydajnościowych. Zrozumienie trybów uszkodzeń specyficznych dla każdej aplikacji koszy do obróbki cieplnej umożliwia opracowanie odpowiednich procedur konserwacji oraz harmonogramów wymiany.
Zapewnienie jakości i kontrola procesu
Wdrażanie procedur zapewnienia jakości na wszystkich etapach projektowania i produkcji koszyków do obróbki cieplnej zapewnia stałą wydajność i niezawodność w zastosowaniach produkcyjnych. Walidacja projektu poprzez testowanie prototypów potwierdza, że gotowy uchwyt spełnia wszystkie wymagania dotyczące wydajności w rzeczywistych warunkach eksploatacji. Proces walidacji powinien obejmować testy cyklowania termicznego, weryfikację nośności obciążenia oraz ocenę stabilności wymiarowej.
Środki kontroli procesu podczas produkcji koszyków do obróbki cieplnej obejmują śledzenie materiałów, kwalifikację procedur spawania oraz kompleksowe protokoły inspekcyjne. Dokumentowanie wszystkich etapów produkcji zapewnia pełny zapis służący celom zapewnienia jakości oraz umożliwia diagnozowanie przyczyn problemów z wydajnością w przypadku ich wystąpienia w trakcie eksploatacji. Znormalizowane procedury produkcyjne wspierają zapewnienie spójności w wielu serii produkcji koszyków do obróbki cieplnej.
Monitorowanie wydajności w trakcie użytkowania produkcyjnego zapewnia informacje zwrotne umożliwiające ciągłe doskonalenie projektów koszyków do obróbki cieplnej oraz procesów ich produkcji. Śledzenie czasu eksploatacji, trybów uszkodzeń oraz wymagań serwisowych pomaga udoskonalić kryteria projektowe dla przyszłych zastosowań oraz zoptymalizować harmonogramy wymiany istniejących uchwytów.
Często zadawane pytania
Jakie materiały są najczęściej stosowane przy budowie niestandardowych koszyków do obróbki cieplnej?
Najczęściej stosowanymi materiałami przy budowie koszyków do obróbki cieplnej są różne gatunki stali nierdzewnej, w szczególności stale nierdzewne typu 304, 316 i 310 – przeznaczone do zastosowań w umiarkowanych temperaturach. W przypadku wyższych temperatur eksploatacyjnych zastosowanie znajdują stopy Inconel, stopy Hastelloy oraz specjalne stale odporno na wysokie temperatury, charakteryzujące się doskonałą odpornością na utlenianie i zachowaniem wytrzymałości w podwyższonej temperaturze. Konkretny wybór materiału zależy od zakresu temperatur roboczych, składu atmosfery oraz wymagań związanych z obciążeniami mechanicznymi danego zastosowania.
Jak określić odpowiedni rozmiar siatki i konfigurację otworów dla koszyka do obróbki cieplnej?
Rozmiar siatki i konfiguracja otworów dla koszyka do obróbki cieplnej są określane na podstawie analizy rozmiaru i geometrii przetwarzanych części, wymaganych charakterystyk przepływu gazu oraz wymagań dotyczących wytrzymałości konstrukcyjnej. Mniejsze części wymagają drobniejszej siatki, aby zapobiec ich wypadaniu przez otwory, podczas gdy większe otwory zwiększają skuteczność wymiany ciepła i cyrkulacji gazu. Optymalna konfiguracja zapewnia równowagę między wymaganiami dotyczącymi podparcia części a potrzebami wydajności cieplnej, zachowując przy tym wystarczającą wytrzymałość konstrukcyjną pod obciążeniami eksploatacyjnymi.
Jakie są kluczowe czynniki wpływające na czas użytkowania niestandardowych koszyków do obróbki cieplnej?
Główne czynniki wpływające na czas eksploatacji koszy do obróbki cieplnej obejmują zakres temperatur roboczych, częstotliwość cykli termicznych, skład atmosfery, warunki obciążenia mechanicznego oraz dobór materiału. Powtarzające się rozszerzanie i kurczenie się pod wpływem temperatury powodują naprężenia zmęczeniowe, które mogą prowadzić do pęknięć lub odkształceń w czasie. Atmosfery utleniające w wysokich temperaturach powodują degradację materiału, podczas gdy nadmierne obciążenie mechaniczne może spowodować natychmiastową awarię konstrukcyjną. Prawidłowy dobór materiału, odpowiednie założenia projektowe oraz regularna konserwacja znacznie wydłużają czas eksploatacji.
Czy kosze do obróbki cieplnej można naprawiać lub odnawiać po wystąpieniu oznak zużycia?
Wiele koszy do obróbki cieplnej można pomyślnie naprawić lub odnowić, w zależności od rodzaju i stopnia zużycia lub uszkodzenia. Niewielkie odkształcenia można często skorygować za pomocą operacji reformowania, podczas gdy lokalne uszkodzenia mogą być naprawialne metodą spawania i obróbki skrawaniem. Jednak rozległe pęknięcia, silne utlenienie lub znaczne zmiany wymiarów mogą wymagać całkowitej wymiany. Opłacalność ekonomiczna naprawy w porównaniu z wymianą zależy od stopnia uszkodzenia, kosztów materiału oraz krytyczności dokładności wymiarowej dla danej aplikacji.
Spis treści
- Podstawowe parametry projektowe koszyków do obróbki cieplnej
- Procesy produkcyjne i metody konstrukcji
- Przykładne Rozważania w Projektowaniu
- Optymalizacja wydajności i konserwacja
-
Często zadawane pytania
- Jakie materiały są najczęściej stosowane przy budowie niestandardowych koszyków do obróbki cieplnej?
- Jak określić odpowiedni rozmiar siatki i konfigurację otworów dla koszyka do obróbki cieplnej?
- Jakie są kluczowe czynniki wpływające na czas użytkowania niestandardowych koszyków do obróbki cieplnej?
- Czy kosze do obróbki cieplnej można naprawiać lub odnawiać po wystąpieniu oznak zużycia?