

Mukautetun lämmönkäsittelykoriin liittyvä suunnittelu edustaa kriittistä insinööritehtävää valmistajille, jotka pyrkivät optimoimaan lämpökäsittelyprosessejaan erilaisten teollisten sovellusten alueella. Perussuunnitteluperiaatteiden, materiaalivalintakriteerien ja käyttövaatimusten ymmärtäminen mahdollistaa insinöörien luoda tehokkaita ratkaisuja, jotka maksimoivat sekä tuotteen laadun että tuotannon tehokkuuden. Nykyaikaisten lämmönkäsittelyprosessien monimutkaisuus vaatii erikoistuneita kiinnikkeitä, jotka kestävät äärimmäisiä lämpötiloja ja varmistavat samalla tasaisen lämmönjakautuman koko käsittelykuormassa.

Mukautetun lämmönkäsittelykoretin tekniset eritelmät täytyy ottaa huomioon useita teknisiä tekijöitä, kuten lämmönjohtavuutta, rakenteellista kestävyyttä syklisten lämmityskiertojen aikana ja yhteensopivuutta tiettyjen uuniympäristöjen kanssa. Jokainen sovellus aiheuttaa ainutlaatuisia haasteita, joiden vuoksi on suoritettava huolellinen analyysi osien geometriasta, käsittelylämpötiloista, ilmakehän olosuhteista ja tuotantomääristä. Onnistunut lämmönkäsittelykorkean suunnittelu integroi nämä muuttujat luodakseen luotettavaa suorituskykyä pitkillä käyttöjaksoilla samalla kun säilytetään mittatarkkuus ja pinnan laatuvaatimukset.
Tärkeimmät lämmönkäsittelykoreiden suunnitteluparametrit
Materiaalin valinta ja lämpöominaisuudet
Tehokkaan lämmönkäsittelykoriin perustuvan suunnittelun perusta on sopivien materiaalien valinta, jotka kestävät tarkoitettua käyttöä varten määriteltyjä lämpö- ja kemiallisia olosuhteita. Korkealämpötilaseokset, kuten Inconel, Hastelloy ja erilaiset ruostumattoman teräksen laadut, tarjoavat erilaisia yhdistelmiä hapettumisresistenssiä, lämpölaajenemisominaisuuksia ja mekaanisen lujuuden säilymistä korkeissa lämpötiloissa. Materiaalin valinta vaikuttaa suoraan lämmönkäsittelykorin suorituskykyyn ja kestovuuteen tuotantoympäristöissä.
Lämmönjohtavuuden huomioiminen on ratkaisevan tärkeää siinä, kuinka tehokkaasti lämpökäsittelykori siirtää lämpöenergiaa käsittelykohteisiin. Korkeamman lämmönjohtavuuden omaavat materiaalit edistävät nopeampaa ja tasaisempaa kuumennusta, mikä lyhentää käsittelyjaksoja ja parantaa lämpötilan tasaisuutta koko kuormassa. Kuitenkin myös lämpölaajenemiskerrointa on arvioitava huolellisesti, jotta vältetään muodonmuutoksia tai halkeamia toistuvien kuumennus- ja jäähdytysjaksojen aikana, jotka voivat vaarantaa lämpökäsittelykorin rakenteellisen eheyden.
Oksidaation kestävyys saa erityisen tärkeyden lämpökäsittelykoreille, jotka toimivat ilmakehässä tai muissa hapettavissa ympäristöissä korkeissa lämpötiloissa. Suojavan okсидikerroksen muodostuminen auttaa säilyttämään pinnan eheytetä ja estää materiaalin rappeutumista pitkän käyttöjakson ajan. Ehdokasmateriaalien oksidaatiokäyttäytymisen tunteminen tietyissä käyttöolosuhteissa varmistaa optimaalisen materiaalin valinnan lämpökäsittelykorjusysteemin pitkäaikaisen luotettavuuden varmistamiseksi.
Rakenteellinen rakenne ja kuorman jakautuminen
Lämmönkäsittelykoriin tehtävän rakenteellisen suunnittelun on otettava huomioon käsittelyn kohteena olevien osien erityinen geometria ja painonjakautuma samalla kun kori säilyttää riittävän lujuuden ja vakauden koko lämpökäsittelyprosessin ajan. Kuorman jakautumisanalyysi auttaa määrittämään optimaaliset tukipisteiden sijainnit ja rakenteellisten osien mitat, jotta vältetään taipuminen, vääntyminen tai rikkoutuminen käyttökuormien vaikutuksesta. Lämmönkäsittelykorin konfiguraation tulisi vähentää jännityskeskittymiä mahdollisimman paljon samalla kun se varmistaa esteetön kaasuvirtaus kaikkien työkappaleiden ympärillä.
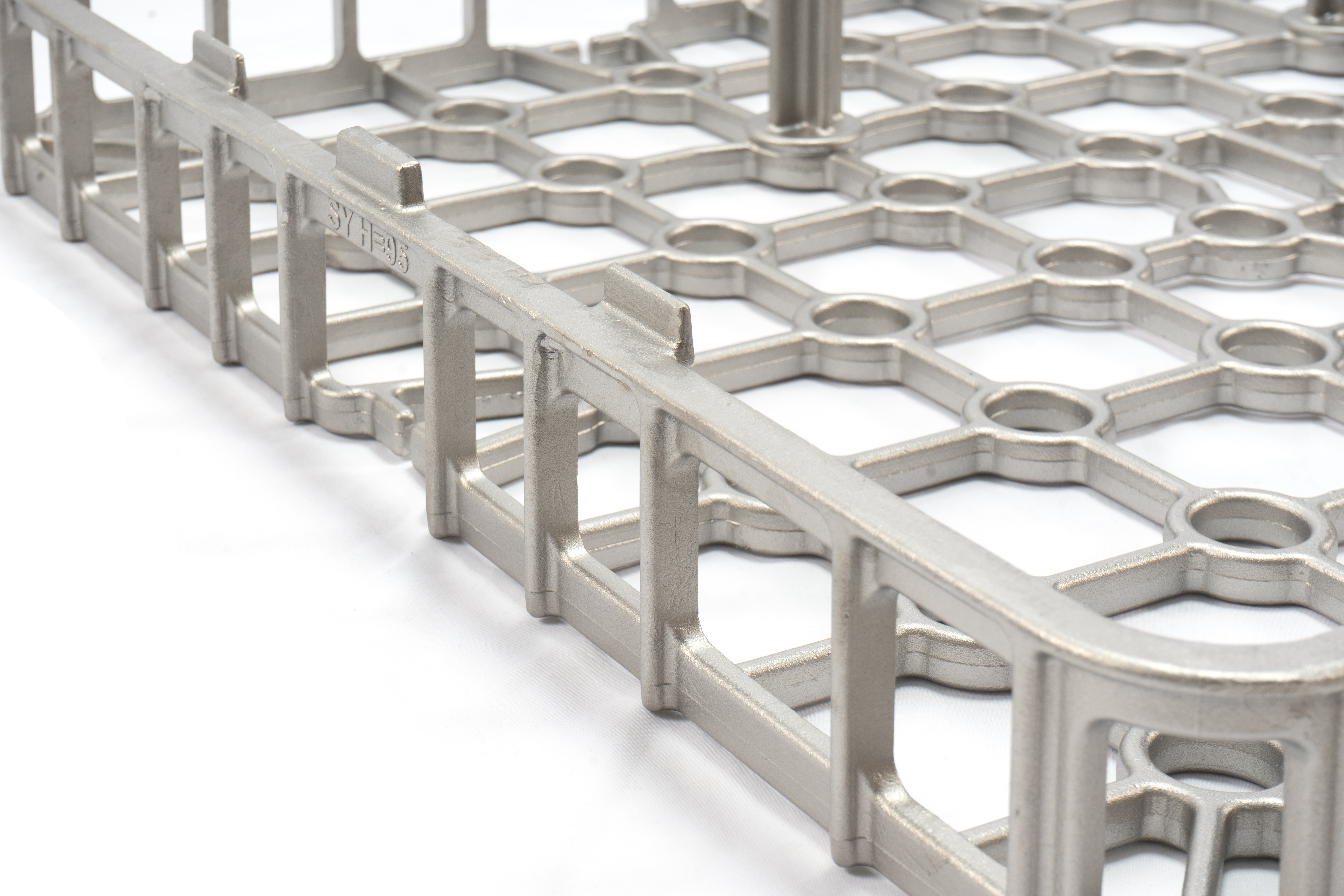
Verkon tiukkuus ja aukeamakoko vaikuttavat suoraan lämmönkäsittelykorin mekaaniseen lujuuteen ja lämmönsiirto-ominaisuuksiin. Tiukemmat verkkomallit tarjoavat parempaa tukea pienille komponenteille, mutta voivat rajoittaa kaasuvirtausta ja aiheuttaa lämpötilaeroja kuorman eri osissa. Toisaalta suuremmat aukeamat parantavat lämmönsiirton tehokkuutta, mutta niissä on huomioitava tarkasti osien tuenta ja sijoittelu, jotta estetään niiden liikkuminen tai vääntyminen käsittelyn aikana.
Vahvistusrakenteiden integrointi lämmönkäsittelykoriin auttaa säilyttämään mittatarkkuuden korkeissa lämpötiloissa samalla kun otetaan huomioon lämpölaajeneminen. Vahvistusrippujen, poikkisauvojen tai tukikehikon strateginen sijoittelu jakaa kuormat tehokkaasti ja estää paikallista muodonmuutosta, joka voisi vaikuttaa osien laatuun tai käsittelyn yhtenäisyyteen.
Valmistusprosessit ja rakennusmenetelmät
Hitsausmenetelmät ja liitosten suunnittelu
Mukautettujen lämmönkäsittelykorien rakennusmenetelmä vaikuttaa merkittävästi sekä alustavaan suorituskykyyn että pitkäaikaiseen kestävyyteen syklisten lämpökuormitusten alla. Hitsaustekniikat on valittava perustuen pohjamateriaalin ominaisuuksiin, liitoksen konfiguraatiovaatimuksiin ja rakenteellisen eheytteen säilyttämisen tarpeeseen käyttölämpötiloissa. Kaasutungsteeni-kaarinhitsaus tarjoaa yleensä paremman hallinnan lämpötehon ja hitsaalaatun suhteen ohuille lämmönkäsittelykorien komponenteille.
Yhteisten suunnittelunäkökohtien joukkaan kuuluu sopivien hitsausliitosten valinta siten, että jännityskeskittymät minimoituvat ja samalla saavutetaan riittävä lujuus tarkoitetuille kuormitusolosuhteille. Täysin läpikuultavat hitsausliitokset tarjoavat suurimman lujuuden, mutta niiden valmistuksessa on tarkkaan säädettävä hitsausparametrejä, jotta vältetään vääntymistä ohuen seinämän omaavissa lämmönkäsittelykoreissa. Kulmahitsaukset voivat olla soveltuvampia tietyissä sovelluksissa, joissa käyttörajoitukset tai lämpövääntymisvaarat määrittävät valmistustavan.
Hitsaamisen jälkeinen lämmönkäsittely on usein välttämätöntä jäännösjännitysten poistamiseksi ja materiaalin optimaalisten ominaisuuksien palauttamiseksi lämpövaikutusalueisiin lämmönkäsittelykoreiden hitsattuissa osissa. Jännitysten poistamiseen tarkoitetun menettelyn on oltava yhteensopiva tarkoitetun käyttöolosuhteen kanssa, eikä se saa vaarantaa valmiin kiinnikkeen mitallista tarkkuutta tai pinnanlaatua.
Valu- ja koneistusintegraatio
Valukappaleet tarjoavat etuja monimutkaisille geometrioille tai sovelluksille, joissa vaaditaan erinomaista mitallista vakautta lämmönkäsittelykoreiden suunnittelussa. Tarkkuusvalusprosessit mahdollistavat monimutkaisten muotojen valmistuksen erinomaisella pinnanlaadulla ja mitallisella tarkkuudella, mikä vähentää laajaa koneistusta vaativien operaatioiden tarvetta. Valu- ja hitsattujen komponenttien yhdistäminen mahdollistaa suunnittelijoiden optimoida kunkin osan sen tiettyyn tehtävään koko kokonaisuudessa. lämpökuulutuskorpi kokoonpanossa.
Lämmönkäsittelykoreiden komponenttien koneistusoperaatioihin on kiinnitettävä huomiota materiaalin kovettumisominaisuuksiin ja lämpöominaisuuksiin. Perinteisiä koneistustekniikoita saattaa joutua muuttamaan korkealämpötilaisille seoksille, ja työkalujen valinta saa ratkaisevan merkityksen mitallisen tarkkuuden ja pinnanlaadun säilyttämisessä. Koneistusjärjestys tulisi minimoida jäännösjännitykset, jotka voivat aiheuttaa vääntymiä myöhempänä lämpökäsittelyssä.
Laadunvalvontamenettelyt valmistusprosessin aikana varmistavat, että valmiit kuumennuskorihiojat täyttävät kaikki mitalliset, mekaaniset ja pinnanlaatua koskevat vaatimukset. Mitallisen tarkistuksen, hitsausten tarkastuksen ja materiaalitodistusten avulla voidaan olla varmoja valmiin kiinnikkeen suorituskyvystä käyttöolosuhteissa.
Sovelluskohtaiset suunnitteluharkitukset
Uuniyhteensopivuus ja käsittelyvaatimukset
Mukautettujen kuumennuskorihiojien suunnittelussa on otettava huomioon ne uunijärjestelmät, joissa niitä käytetään, mukaan lukien latausmekanismien toimintaperiaatteet, uunin ilmakehän koostumus ja lämpötilan tasaisuutta koskevat vaatimukset. Uunin oven aukeamakoko, nostokohdat ja kokonaismittasuhteet määrittävät kuumennuskorihiojan suurimman mahdollisen koon ja muotoiluvaihtoehdot. Näiden rajoitusten ymmärtäminen varhaisessa suunnitteluvaiheessa estää kalliita muutoksia tai käyttöön liittyviä vaikeuksia.
Käsittelyjärjestelmän yhteensopivuus vaikuttaa sekä lämmönkäsittelykoreiden suunnittelupiirteisiin että rakenteellisiin vaatimuksiin, kun niitä käytetään automatisoituun tai puoliautomatisoituun toimintaan. Robottilaitteistojen käsittelyjärjestelmät saattavat vaatia erityisiä kiinnityspisteitä, painonjakoa koskevia näkökohtia tai geometrisia piirteitä, jotka mahdollistavat luotettavan tartunnan ja sijoituksen. Manuaalisen käsittelyn sovellukset edellyttävät erilaisia suunnittelutapoja, joissa keskitetään huomiota käyttäjän turvallisuuteen ja ergonomiaan.
Ilmakehän yhteensopivuuden huomioon ottaminen on ratkaisevan tärkeää lämmönkäsittelykoreille, jotka toimivat säädetyssä ilmakehässä toimivissa uuneissa tai tyhjiöjärjestelmissä. Materiaalin valinta ja liitosten suunnittelu on tehtävä siten, että ne sopivat tiettyyn kemialliseen ympäristöön ja estävät sekä käsitteltävien osien että uunin ilmakehän saastumisen. Kaasuvirtausten tulee kulkea lämmönkäsittelykoren ympärillä siten, että ilmakehän yhtenäinen kiertäminen varmistuu ilman kuolleita vyöhykkeitä tai pitoisuusgradientteja.
Osa-alueen muoto ja käsittelyvaatimukset
Lämmönkäsittelykoriin sijoitettujen osien geometria ja järjestely vaikuttavat suoraan lämmönkäsittelyn tehokkuuteen ja lopputulokseen. Osien välisten etäisyyksien vaatimukset riippuvat käytetystä lämmönkäsittelymenetelmästä, materiaalin ominaisuuksista ja valmiiden komponenttien laatuvaatimuksista. Riittävät välistöt varmistavat yhtenäisen kuumennuksen ja estävät osien kosketuksen, joka voisi aiheuttaa pinnan merkintöjä tai vääntymiä.
Tukipisteiden suunnittelu on erityisen tärkeää niille osille, jotka ovat alttiita vääntymiselle lämmönkäsittelyn aikana. Lämmönkäsittelykori on suunniteltava siten, että se tarjoaa riittävän tuen ilman liiallista rajoitusta, joka voisi johtaa halkeamiin tai jäännösjännitysten muodostumiseen. Tukielementtien tarkka sijoittelu auttaa säilyttämään osien geometrian samalla kun mahdollistetaan lämpölaajeneminen ja -supistuminen käsittelyjakson aikana.
Lataus- ja purkutehokkuuden huomioiminen vaikuttaa sekä tuottavuuteen että osien laatuun tuotannon lämpökäsittelyssä. Lämpökäsittelykoreiden suunnittelun tulee mahdollistaa nopea ja tarkka osien sijoittaminen samalla kun käsittelyssä aiheutuvan vaurion mahdollisuus minimoituu. Selkeä visuaalinen pääsy ja looginen osien järjestely edistävät yhtenäisiä latausmalleja ja lyhentävät kiertoaikoja.
Suorituskyvyn optimointi ja huolto
Lämpötilan vaihtelujen kestävyys
Lämpökäsittelykoreiden pitkäaikainen suorituskyky riippuu voimakkaasti niiden kyvystä kestää toistuvia lämpötilan vaihteluja ilman mittojen muutoksia, halkeamia tai muita hajoamismuotoja. Lämpöväsymyksen vastustuskyky muodostuu ensisijaiseksi suunnittelukriteeriksi kiinnikkeille, jotka altistuvat usein lämpötilan vaihteluille tai nopeille lämmitys- ja jäähdytysnopeuksille. Materiaalin valinta ja rakenteellinen suunnittelu tulee ottaa huomioon lämpöjännitysten kertyvät vaikutukset odotetun käyttöiän aikana.
Ennakoivan huollon strategiat lämmönkäsittelykoreille sisältävät säännöllisen tarkastuksen vääristymien, halkeamien tai pinnan laadun heikkenemisen merkkien varalta, mikä voisi vaikuttaa suorituskykyyn tai osien laatuun. Säännöllinen mitallinen tarkastus auttaa tunnistamaan vähitaiset muutokset, jotka voivat vaarantaa käsittelyn yhdenmukaisuuden. Mahdollisten ongelmien varhainen havaitseminen mahdollistaa ennakoivan korjaamisen tai vaihdon ennen kuin laatuongelmia syntyy.
Palveluelämän pidentämismenetelmiin voi kuulua esimerkiksi jaksollisia jännitysten purkamistoimenpiteitä, pinnan uudelleenkunnostusta tai komponenttien vaihto-ohjelmia, joilla säilytetään optimaaliset suoritusominaisuudet. Sovelluskohtaisten lämmönkäsittelykoreiden vioittumismuotojen tunteminen mahdollistaa asianmukaisten huoltomenetelmien ja vaihtosuunnitelmien kehittämisen.
Laadunvarmistus ja prosessivalvonta
Laadunvarmistusmenettelyjen integrointi koko lämmönkäsittelykoriin liittyvän suunnittelun ja valmistuksen aikana varmistaa johdonmukaisen suorituskyvyn ja luotettavuuden tuotanto- sovelluksissa. Suunnittelun validointi prototyyppitestien avulla vahvistaa, että valmis kiinnike täyttää kaikki suoritusvaatimukset todellisissa käyttöolosuhteissa. Tähän validointiprosessiin kuuluvat muun muassa lämpötilan vaihtelutestit, kuormankestävyyden tarkistus ja mitallisen vakauden arviointi.
Lämmönkäsittelykorien valmistuksen aikaiset prosessinvalvontatoimet sisältävät materiaalin jäljitettävyyden, hitsausmenettelyn pätevöityksen ja kattavat tarkastusprotokollat. Kaikkien valmistusvaiheiden dokumentointi tarjoaa täydellisen tiedon laadunvarmistusta varten ja mahdollistaa ongelmien selvittämisen, jos suorituskykyongelmia ilmenee käytön aikana. Standardoidut valmistusmenettelyt auttavat varmistamaan johdonmukaisuuden useilla lämmönkäsittelykorien tuotantokerroilla.
Suorituskyvyn seuranta tuotannon aikana tarjoaa palautetta jatkuvan parantamisen tueksi lämmönkäsittelykoreiden suunnittelussa ja valmistusprosesseissa. Käyttöiän, vianmuotojen ja huoltovaatimusten seuranta auttaa tarkentamaan suunnittelukriteerejä tuleviin sovelluksiin ja optimoimaan korvaussuunnittelua olemassa oleville kiinnikkeille.
UKK
Mitkä materiaalit ovat yleisimmät räätälöityjen lämmönkäsittelykoreiden valmistukseen?
Yleisimmät materiaalit lämmönkäsittelykoreiden valmistukseen ovat eri luokkia ruostumatonta terästä, erityisesti ruostumaton teräs 304, 316 ja 310 kohtalaisille lämpötilasovelluksille. Korkeampia lämpötilavaatimuksia varten Inconel-seokset, Hastelloy ja erityiset korkealämpötilateräkset tarjoavat paremman hapettumisresistenssin ja lujuuden säilymisen. Tietyn materiaalin valinta riippuu käyttölämpötila-alueesta, ilmakehän koostumuksesta ja mekaanisista kuormitustarpeista kyseisessä sovelluksessa.
Miten määritetään sopiva verkon koko ja aukkojen asettelu lämmönkäsittelykoriin?
Lämmönkäsittelykorin verkon koko ja aukkojen asettelu määritetään analysoimalla käsitteltyjen osien koko ja muoto, vaadittavat kaasuvirtaominaisuudet sekä rakenteelliset lujuusvaatimukset. Pienempien osien säilyttämiseen tarvitaan hienompaa verkkoa estämään niiden putoaminen aukkojen läpi, kun taas suuremmat aukot parantavat lämmönsiirron tehokkuutta ja kaasun kiertoa. Optimaalinen asettelu tasapainottaa osien tukivaatimukset ja lämpösuorituskyvyn vaatimukset samalla, kun korin rakenteellinen kokonaisuus säilyy riittävänä käyttökuormien alaisena.
Mitkä ovat tärkeimmät tekijät, jotka vaikuttavat mukautettujen lämmönkäsittelykoreiden käyttöiän kestoon?
Pääasialliset tekijät, jotka vaikuttavat lämmönkäsittelykoreiden käyttöiän kestoon, ovat käyttölämpötila-alue, lämpökierrosten taajuus, ilmakehän koostumus, mekaaniset kuormitusehdot ja materiaalin valinta. Toistuva lämpölaajeneminen ja kutistuminen aiheuttavat väsymisjännityksiä, jotka voivat johtaa ajan myötä halkeamiin tai vääntymään. Happiaktiiviset ilmakehät korkeissa lämpötiloissa aiheuttavat materiaalin rappeutumista, kun taas mekaaninen ylikuormitus voi aiheuttaa välittömän rakenteellisen pettämisen. Oikea materiaalin valinta, soveltuvat suunnittelutekijät ja säännöllinen huolto pidentävät merkittävästi käyttöikää.
Voivatko lämmönkäsittelykorit korjata tai uudistaa, kun niissä ilmenee kulumisen merkkejä?
Monia lämmönkäsittelykoreja voidaan onnistuneesti korjata tai uudistaa riippuen kulumasta tai vauriosta aiheutuvan vaurion tyypistä ja laajuudesta. Pienet muodonmuutokset voidaan usein korjata uudelleenmuotoiluoperaatioilla, kun taas paikallisesti syntyneet vauriot voidaan korjata hitsaamalla ja koneistamalla. Kuitenkin laajat halkeamat, vakava hapettuminen tai merkittävät mittojen muutokset saattavat vaatia täydellisen korvaamisen. Korjaamisen ja korvaamisen taloudellinen kannattavuus riippuu vaurion laajuudesta, materiaalikustannuksista ja sovelluksen erityisvaatimuksista mitallisen tarkkuuden osalta.
Sisällysluettelo
- Tärkeimmät lämmönkäsittelykoreiden suunnitteluparametrit
- Valmistusprosessit ja rakennusmenetelmät
- Sovelluskohtaiset suunnitteluharkitukset
- Suorituskyvyn optimointi ja huolto
-
UKK
- Mitkä materiaalit ovat yleisimmät räätälöityjen lämmönkäsittelykoreiden valmistukseen?
- Miten määritetään sopiva verkon koko ja aukkojen asettelu lämmönkäsittelykoriin?
- Mitkä ovat tärkeimmät tekijät, jotka vaikuttavat mukautettujen lämmönkäsittelykoreiden käyttöiän kestoon?
- Voivatko lämmönkäsittelykorit korjata tai uudistaa, kun niissä ilmenee kulumisen merkkejä?