

Tilpasset design av varmebehandlingskurver representerer et avgjørende ingeniørproblem for produsenter som ønsker å optimalisere termiske prosessoperasjoner i ulike industrielle anvendelser. Å forstå grunnleggende designprinsipper, kriterier for materialvalg og driftskrav, gjør det mulig for ingeniører å utvikle effektive løsninger som maksimerer både produktkvalitet og produksjonseffektivitet. Kompleksiteten i moderne varmebehandlingsprosesser krever spesialiserte fiksturer som tåler ekstreme temperaturer samtidig som de sikrer jevn varmefordeling gjennom hele lasten.

Tekniske spesifikasjoner for en tilpasset varmebehandlingskurv må ta hensyn til flere tekniske faktorer, inkludert termisk ledningsevne, strukturell integritet under syklisk oppvarming og kompatibilitet med spesifikke ovnmiljøer. Hver anvendelse stiller unike krav som krever nøye analyse av delgeometri, prosesseringstemperaturer, atmosfærisk miljø og krav til produksjonsvolum. En vellykket design av varmebehandlingskurver integrerer disse variablene for å levere pålitelig ytelse over lange driftssykluser, samtidig som dimensjonell stabilitet og krav til overflatekvalitet opprettholdes.
Viktige designparametere for varmebehandlingskurver
Materialevalg og termiske egenskaper
Grunnlaget for en effektiv design av varmebehandlingskurver begynner med å velge passende materialer som kan tåle de spesifikke termiske og kjemiske forholdene i den tenkte anvendelsen. Høytemperaturlegeringer som Inconel, Hastelloy og ulike rustfrie ståltyper tilbyr ulike kombinasjoner av oksidasjonsmotstand, termisk utvidelsesegenskaper og bevarelse av mekanisk styrke ved høye temperaturer. Valget av materiale påvirker direkte ytelsen og levetiden til varmebehandlingskurven i produksjonsmiljøer.
Varmeledningsevnen har en avgörande roll för hur effektivt värmebehandlingskorgen överför termisk energi till arbetsstyckena. Material med högre värmeledningseffekt främjar snabbare och mer jämn uppvärmning, vilket minskar cykeltiderna och förbättrar temperaturkonsekvensen över hela lasten. Emellertid måste också utvidgningskoefficienten för värme noggrant utvärderas för att förhindra deformation eller sprickbildning under upprepad uppvärmning och svalning, vilket annars kan äventyra den strukturella integriteten hos värmebehandlingskorgen.
Motstand mot oksidasjon blir spesielt viktig for varmebehandlingskurver som opererer i luftatmosfærer eller andra oxiderande miljöer vid höga temperaturer. Bildningen av skyddande oxidlager hjälper till att bibehålla ytans integritet och förhindrar materialförslitning under längre driftperioder. Att förstå oxidationens beteende hos potentiella material under specifika driftsförhållanden säkerställer optimalt materialval för långsiktig pålitlighet hos systemet för varmebehandlingskurvor.
Strukturell konfiguration og lastfordeling
Den strukturelle designen av en varmebehandlingskurv må ta hensyn til den spesifikke geometrien og vektfordelingen til delene som behandles, samtidig som den opprettholder tilstrekkelig styrke og stabilitet gjennom hele termiske syklusen. Analyse av lastfordeling hjelper til å bestemme optimale plasseringer for støttepunkter og dimensjonering av strukturelle elementer for å unngå nedbøyning, warping eller svikt under driftslaster. Konfigurasjonen av varmebehandlingskurven bør minimere spenningskonsentrasjoner samtidig som den sikrer ubegrenset gassstrøm rundt alle arbeidsstykker.
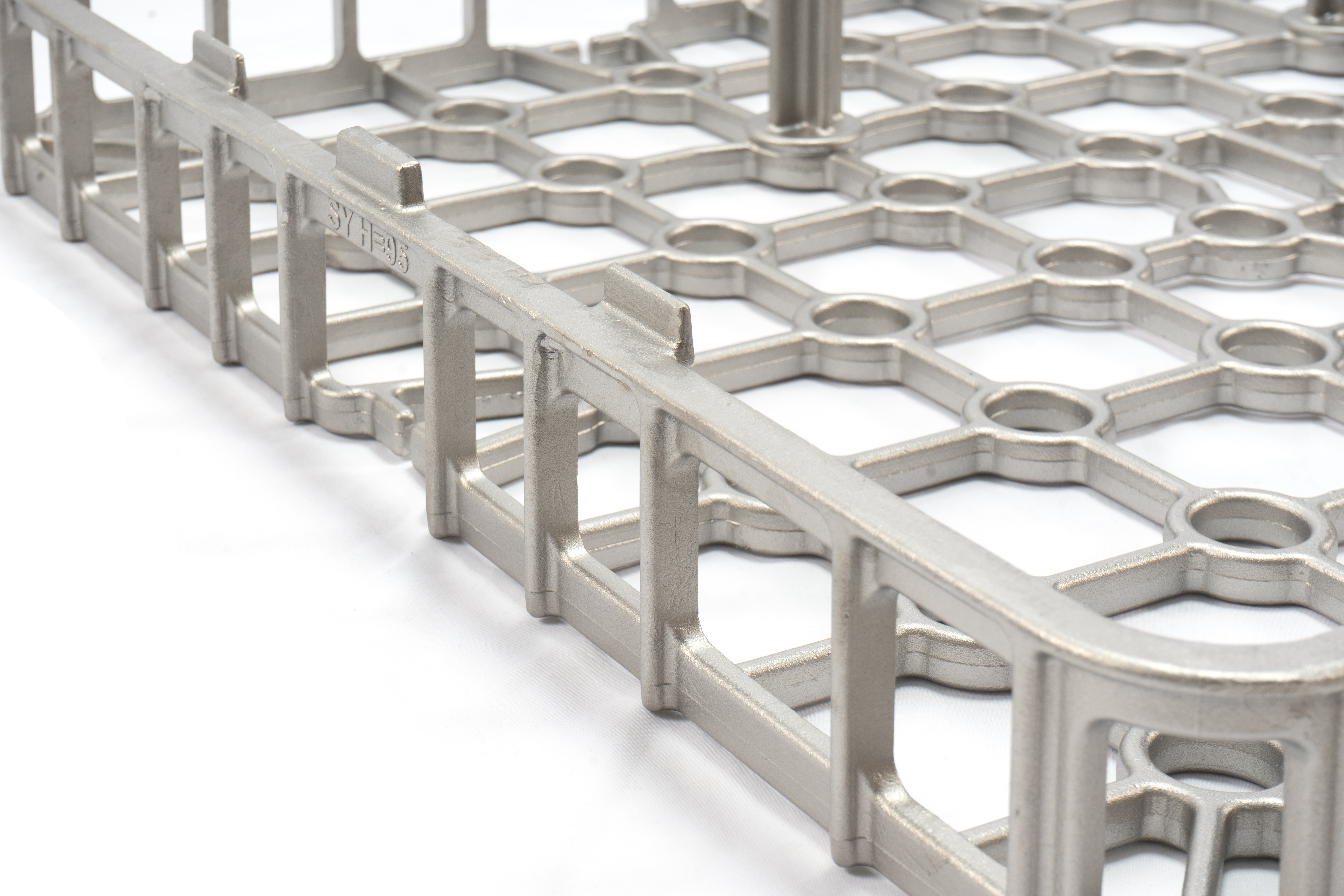
Masktetthet og åpningstørrelse påvirker direkte både den mekaniske styrken og den termiske ytelsen til varmebehandlingskurven. Finere maskemønstre gir bedre støtte for små komponenter, men kan begrense gassirkulasjonen og skape temperaturgradienter over hele lasten. Omvendt forbedrer større åpninger varmeoverføringseffektiviteten, men krever nøye vurdering av støtte og plassering av delene for å forhindre bevegelse eller deformasjon under behandlingen.
Integrasjonen av forsterkende strukturer i designet på varmebehandlingskurven hjelper til å opprettholde dimensjonell stabilitet under høytemperaturforhold, samtidig som den tar høyde for termisk utvidelse. Strategisk plassering av forsterkningsribber, tverrstag eller stølister fordeler belastningene effektivt og forhindrer lokal deformasjon som kan påvirke delkvaliteten eller jevnheten i prosesseringen.
Fremstillingsprosesser og konstruksjonsmetoder
Sveisingsteknikker og leddesign
Konstruksjonsmetoden for tilpassede varmebehandlingskurver påvirker betydelig både innledende ytelse og langsiktig holdbarhet under syklisk termisk belastning. Sveismetodene må velges basert på grunnmaterialets egenskaper, krav til leddkonfigurasjon og behovet for å opprettholde strukturell integritet ved driftstemperaturer. Gassvelding med wolframelektrode gir vanligvis bedre kontroll over varmetilførsel og svekkvalitet for tynne varmebehandlingskurvkomponenter.
Vurderinger av leddkonstruksjon inkluderer valg av passende sveiseskjøter som minimerer spenningskonsentrasjoner samtidig som de gir tilstrekkelig styrke for de forventede belastningsforholdene. Heltpenetrerende sveiser gir maksimal styrke, men krever nøye kontroll av sveieparametrene for å unngå deformasjon i varmebehandlingskurver med tynne vegger. Skråsveiser kan være mer egnet for visse anvendelser der begrensninger i tilgang eller bekymringer knyttet til termisk deformasjon dikterer konstruksjonsmetoden.
Etter-sveisingens varmebehandling er ofte nødvendig for å redusere restspenninger og gjenopprette optimale materiellegenskaper i de sveide varmebehandlingskurvenes påvirkede soner. Stressavlastningsprosedyrene må være kompatible med de forventede driftsforholdene og må ikke påvirke den dimensjonelle nøyaktigheten eller kravene til overflatekvalitet for den ferdige festetilpasningen.
Støping og maskinbearbeiding – integrering
Støpte komponenter gir fordeler for komplekse geometrier eller applikasjoner som krever overlegen dimensjonell stabilitet i design av varmebehandlingskurver. Investeringsstøpeprosesser gjør det mulig å produsere intrikate former med utmerket overflatekvalitet og dimensjonell nøyaktighet, noe som reduserer behovet for omfattende maskinbearbeidingsoperasjoner. Integreringen av støpte og sveiste komponenter lar konstruktører optimalisere hver enkelt del for dens spesifikke funksjon innenfor det totale varmehandlingskurv montasje.
Maskinbearbeidingsoperasjoner på komponenter til varmebehandlingskurver krever nøye vurdering av materialers hardningsadferd under bearbeiding og deres termiske egenskaper. Konvensjonelle maskinbearbeidingsmetoder kan måtte justeres for legeringer som brukes ved høye temperaturer, og valg av verktøy blir avgjørende for å opprettholde dimensjonell nøyaktighet og overflatekvalitet. Bearbeidingsrekkefølgen bør minimere restspenninger som kan føre til deformasjon under senere termisk behandling.
Kontrollprosedyrer for kvalitet gjennom hele produksjonsprosessen sikrer at ferdige varmebehandlingskurver oppfyller alle krav til mål, mekaniske egenskaper og overflatekvalitet. Målsjekk, sveisesjekk og materiellsertifisering gir tillit til ytelsesegenskapene til den ferdige faste utstyrsenheten under driftsforhold.
Designoverveiegelser spesifikt for anvendelse
Ovnkompatibilitet og håndteringskrav
Utformingen av spesiallagde varmebehandlingskurver må ta hensyn til de spesifikke egenskapene til ovnsystemene der de skal brukes, inkludert lastemekanismer, atmosfæresammensetning og krav til temperaturjevnhet. Avstander til ovndører, løftefestepunkter og totale ytre mål avgjør maksimal størrelse og konfigurasjonsmuligheter for utformingen av varmebehandlingskurven. Å forstå disse begrensningene tidlig i utformingsprosessen unngår kostbare endringer eller driftsproblemer.
Kompatibilitet med håndteringssystem påvirker både designegenskapene og de strukturelle kravene til varmebehandlingskurver som er beregnet for automatiserte eller delvis automatiserte operasjoner. Robotbaserte håndteringssystemer kan kreve spesifikke festepunkter, vektdistribusjonsoverveielser eller geometriske egenskaper som muliggjør pålitelig grep og posisjonering. Ved manuell håndtering kreves det andre designtilnærminger som fokuserer på operatørens sikkerhet og ergonomiske hensyn.
Kompatibilitet med atmosfære blir kritisk for varmebehandlingskurver som brukes i ovner med kontrollert atmosfære eller vakuumanlegg. Materialvalg og leddesign må tilpasses den spesifikke kjemiske miljøet, samtidig som forurensning av enten arbeidsstykkene eller ovnens atmosfære unngås. Gassstrømmingsmønstre rundt varmebehandlingskurven bør fremme jevn atmosfæresirkulasjon uten å skape døde soner eller konsentrasjonsgradienter.
Delkonfigurasjon og prosesskrav
Geometrien og plasseringen av deler i en varmebehandlingskurv påvirker direkte effektiviteten til varmeprosessen og de endelige kvalitetsresultatene. Avstandskrav mellom deler avhenger av den spesifikke varmebehandlingsprosessen, materialegenskapene og kvalitetsspesifikasjonene for de ferdige komponentene. Tilstrekkelige avstander sikrer jevn oppvarming samtidig som de forhindrer kontakt mellom deler som kan føre til overflatemerker eller deformasjon.
Utformingen av støttepunkter blir spesielt viktig for deler som er utsatt for deformasjon under varmeprosessering. Varmebehandlingskurven må gi tilstrekkelig støtte uten å skape overdreven begrensning som kan føre til sprekkdannelse eller utvikling av restspenninger. Strategisk plassering av støtteelementer hjelper til å opprettholde delgeometrien samtidig som den tillater termisk utvidelse og kontraksjon under prosesssyklusen.
Vurderinger av effektivitet ved lasting og lossing påvirker både produktivitet og delkvalitet i produksjonsbaserte varmebehandlingsoperasjoner. Designet på varmebehandlingskurven bør lette rask og nøyaktig plassering av deler, samtidig som risikoen for skade under håndteringsoperasjoner minimeres. Tydelig visuell tilgang og logisk arrangement av deler bidrar til konsekvente lastemønstre og reduserte syklustider.
Ytelsesoptimalisering og vedlikehold
Holdbarhet ved termisk syklisering
Langtidsytelsen til varmebehandlingskurver avhenger i stor grad av deres evne til å tåle gjentatte termiske sykler uten dimensjonsendringer, sprekkdannelse eller andre former for nedbrytning. Motstandsevne mot termisk utmattelse blir en primær designoverveielse for fiksturer som utsettes for hyppige temperaturvariasjoner eller rask oppvarming og avkjøling. Materialvalg og strukturelt design må ta hensyn til de kumulative effektene av termisk spenning over den forventede levetiden.
Forutsigende vedlikeholdsstrategier for varmebehandlingskurver innebär regelmessig inspeksjon av tegn på deformasjon, sprekkdannelse eller overflateforringelse som kan påverke ytelsen eller delkvaliteten. Dimensjonskontroll i faste intervaller hjelper til med å identifisere gradvise endringer som kan svekke prosesskonsistensen. Tidlig oppdagelse av potensielle problemer gjør det mulig å foreta proaktiv utskifting eller repareringsarbeid før kvalitetsproblemer oppstår.
Metoder for å utvide levetiden kan inkludere periodiske spenningsløsningstiltak, overflategjenoppretting eller komponentutskiftningsprogrammer som sikrer vedlikehold av optimale ytelseegenskaper. Å forstå de spesifikke sviktmåtene for hver enkelt applikasjon av varmebehandlingskurver gjør det mulig å utvikle passende vedlikeholdsprosedyrer og utskiftningsplaner.
Kvalitetssikring og prosesskontroll
Integrasjonen av kvalitetssikringsprosedyrer gjennom hele design- og produksjonsprosessen for varmebehandlingskurver sikrer konsekvent ytelse og pålitelighet i produksjonsapplikasjoner. Designvalidering gjennom prototypetesting bekrefter at den ferdige fastspenningsanordningen oppfyller alle ytelseskrav under faktiske driftsforhold. Denne valideringsprosessen bør inkludere termiske syklusprøver, verifisering av lastkapasitet og vurderinger av dimensjonell stabilitet.
Prosesskontrolltiltak under produksjonen av varmebehandlingskurver inkluderer sporebarhet av materialer, kvalifisering av sveiseprosedyrer og omfattende inspeksjonsprotokoller. Dokumentasjon av alle produksjonssteg gir en fullstendig registrering for kvalitetssikringsformål og muliggjør feilsøking dersom ytelsesproblemer oppstår under drift. Standardiserte produksjonsprosedyrer bidrar til å sikre konsekvens over flere produksjonsomganger av varmebehandlingskurver.
Ytelsesovervåking under produksjonsbruk gir tilbakemelding for kontinuerlig forbedring av designet på varmebehandlingskurver og fremstillingsprosesser. Sporing av levetid, sviktmoduser og vedlikeholdsbehov hjelper til å forfine designkriterier for fremtidige anvendelser og optimalisere skifteplanlegging for eksisterende faste utstyr.
Ofte stilte spørsmål
Hvilke materialer brukes vanligst til konstruksjon av tilpassede varmebehandlingskurver?
De mest brukte materialene for konstruksjon av varmebehandlingskurver inkluderer ulike kvaliteter av rustfritt stål, spesielt rustfritt stål i kvalitet 304, 316 og 310 for applikasjoner med moderat temperatur. For høyere temperaturkrav gir Inconel-legeringer, Hastelloy og spesialiserte høytemperaturstål bedre oksidasjonsbestandighet og bedre beholdelse av styrke. Det spesifikke materialevalget avhenger av driftstemperaturområdet, atmosfærens sammensetning og mekaniske belastningskrav for den aktuelle anvendelsen.
Hvordan fastsetter du den passende maskestørrelsen og åpningens konfigurasjon for en varmebehandlingskurv?
Maskestørrelsen og åpningens konfigurasjon for en varmebehandlingskurv fastsettes ved å analysere størrelsen og geometrien til de delene som behandles, de nødvendige gassstrømsegenskapene og kravene til strukturell styrke. Mindre deler krever finere maske for å hindre at de faller gjennom åpningene, mens større åpninger forbedrer varmeoverføringseffektiviteten og gassirkulasjonen. Den optimale konfigurasjonen balanserer kravene til delstøtte med behovet for termisk ytelse, samtidig som tilstrekkelig strukturell integritet opprettholdes under driftsbelastninger.
Hva er de viktigste faktorene som påvirker levetiden til spesialtilpassede varmebehandlingskurver?
De viktigste faktorene som påvirker levetiden til kurver for varmebehandling inkluderer driftstemperaturområde, hyppighet av termiske sykler, atmosfærens sammensetning, mekaniske belastningsforhold og materialevalg. Gjentatt termisk utvidelse og sammentrekning skaper utmattelsesspenninger som kan føre til sprekkdannelse eller deformering over tid. Oksiderende atmosfærer ved høye temperaturer fører til materialnedbrytning, mens mekanisk overbelastning kan føre til umiddelbar strukturell svikt. Riktig materialevalg, passende konstruksjonsfaktorer og regelmessig vedlikehold utvider betydelig levetiden.
Kan kurver for varmebehandling repareres eller gjenbrukes når de viser tegn på slitasje?
Mange varmebehandlingskurver kan vellykket repareres eller gjenoppfriskes, avhengig av typen og omfanget av slitasje eller skade. Lette deformasjoner kan ofte rettes opp gjennom omformingsoperasjoner, mens lokal skade kan repareres ved sveising og maskinbearbeiding. Omfattende sprekkdannelse, alvorlig oksidasjon eller betydelige endringer i mål kan imidlertid kreve fullstendig utskifting. Den økonomiske levedyktigheten til reparasjon i forhold til utskifting avhenger av omfanget av skaden, materialkostnadene og hvor kritisk nøyaktigheten i mål er for den spesifikke anvendelsen.
Innholdsfortegnelse
- Viktige designparametere for varmebehandlingskurver
- Fremstillingsprosesser og konstruksjonsmetoder
- Designoverveiegelser spesifikt for anvendelse
- Ytelsesoptimalisering og vedlikehold
-
Ofte stilte spørsmål
- Hvilke materialer brukes vanligst til konstruksjon av tilpassede varmebehandlingskurver?
- Hvordan fastsetter du den passende maskestørrelsen og åpningens konfigurasjon for en varmebehandlingskurv?
- Hva er de viktigste faktorene som påvirker levetiden til spesialtilpassede varmebehandlingskurver?
- Kan kurver for varmebehandling repareres eller gjenbrukes når de viser tegn på slitasje?