industrial grade stainless steel
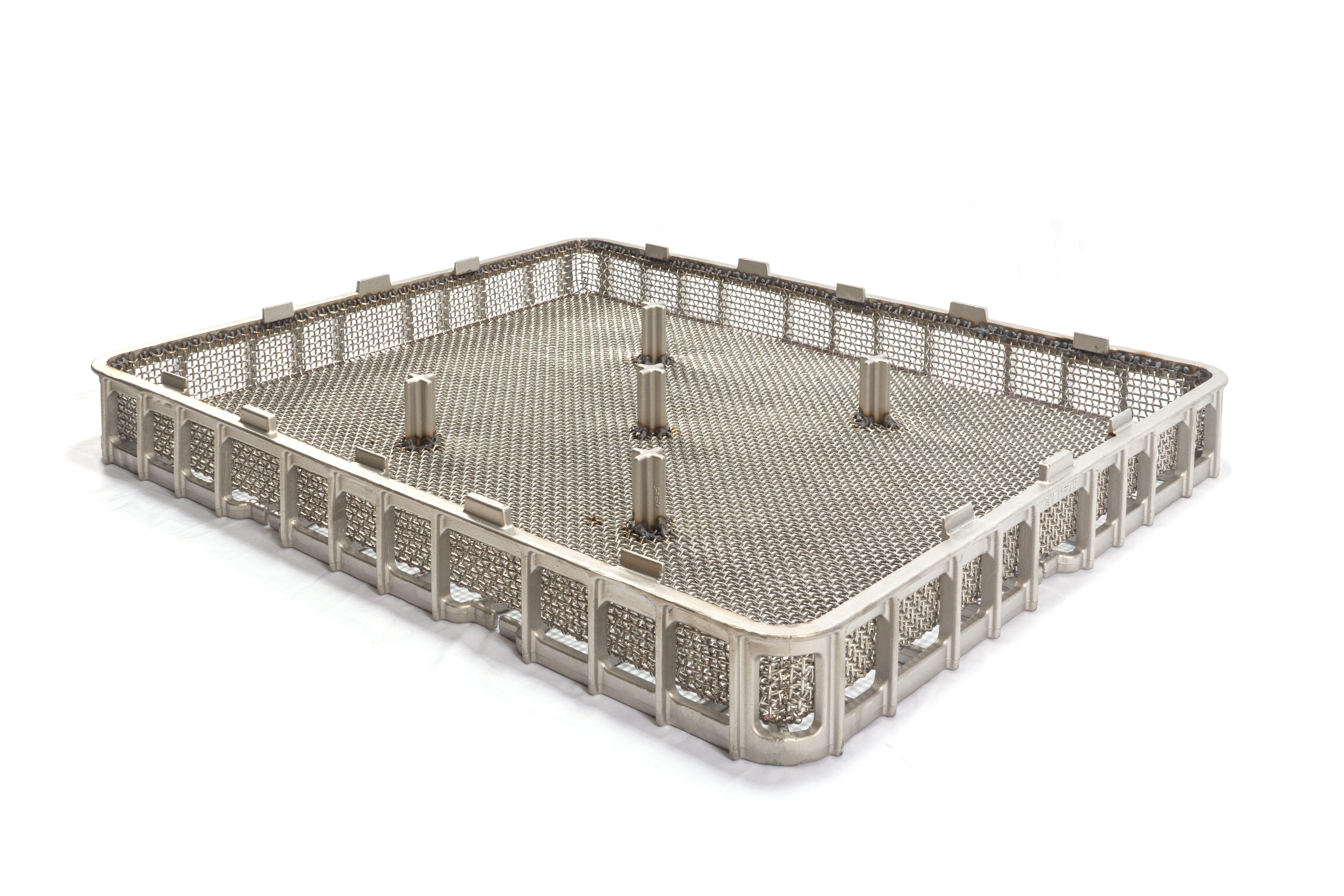
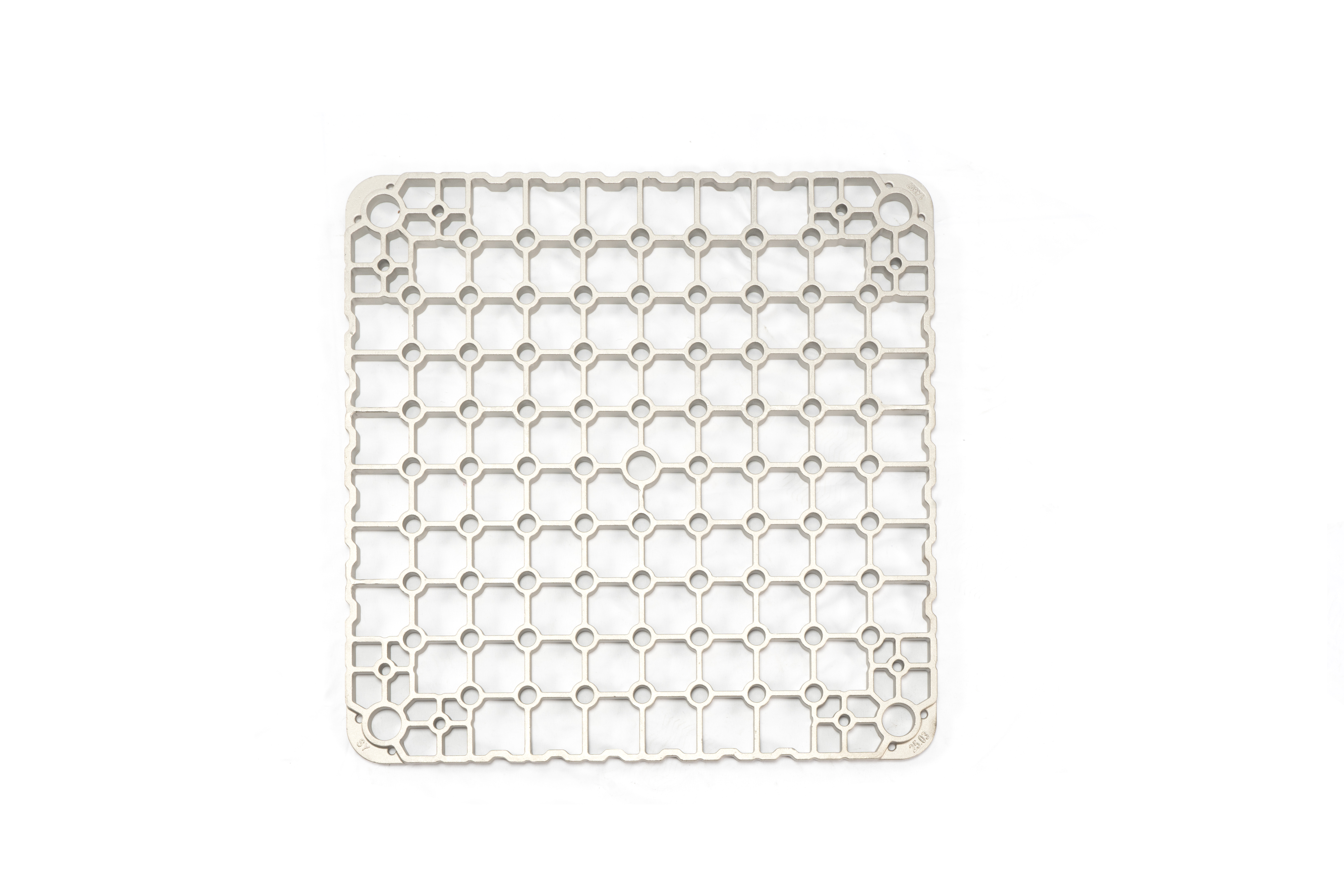
Industrial grade stainless steel represents a paramount achievement in metallurgical engineering, offering exceptional durability and versatility across numerous industrial applications. This premium material combines chromium, nickel, and other alloying elements to create a corrosion-resistant metal that maintains its structural integrity under extreme conditions. The material exhibits remarkable strength-to-weight ratios and can withstand temperatures ranging from cryogenic levels to over 800°C. Its non-porous surface prevents bacterial growth, making it ideal for food processing and pharmaceutical manufacturing. The steel undergoes rigorous quality control processes, including solution annealing and passivation treatments, ensuring consistent performance and longevity. Modern manufacturing techniques enable various surface finishes, from mirror-polish to brush-finished textures, accommodating diverse aesthetic and functional requirements. The material's inherent resistance to chemical reactions makes it suitable for chemical processing, marine environments, and outdoor installations where exposure to harsh elements is constant. Additionally, its magnetic properties can be customized through composition adjustments, offering flexibility for specific industrial applications.